最新情報 アーカイブ | 9ページ目 (24ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























金属製品製造業様が来店され、Cチャン,アングルなどの切断をプラズマ切断機WT-100Sで試しご注文頂きました。
2023年07月14日
こんにちは、関東営業所です。
<プラズマ切断機WT-100S>(※3年保証付き)の来店デモがありましたので、
ご紹介したいと思います。
お客様は、建築工事(手摺、フェンスなど)や電気工事(太陽光パネル取付け架台など)関連の
金属製品を製造されている企業さまです。
Cチャン、Lアングル、丸パイプなど様々な鋼材を切断したいとの事で、プラズマ切断機WT-100S
の性能を確かめに来店されました。
聞くところ、今まではガス切断を使用されていたそうですが、やはり熟練作業者でないと扱えない
ので、一度プラズマ切断機を試してみたかったそうです。
実際に使用する鋼材をお持ち頂き試して頂きました。
それでは、先にデモの様子を動画にまとめましたのでご紹介します。
<ダイジェストの動画をご覧下さい>↓↓↓
動画の映像以外にも
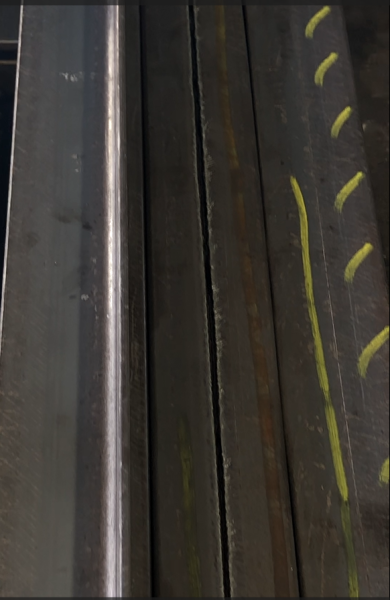
1M位の長さがるCチャン6mm厚のフランジ(横面)を切断しました。

長い距離を真直ぐに切断するため<トーチにガイド>(車輪)を装着しました。
これを装着することで、チップ先端と対象物の間隔が数ミリあくので接触させることなく、
操作がスムーズになり、またチップが長持ちします。



最後に丸パイプ3mm位をくり抜いてみました。
これ位の厚みのものは、あっという間に切断できます。
厚みが薄くなるほどガス切断よりプラズマ切断の方が切断スピードが速くなります。


お客様はこの結果に大変満足されました。
そして、今度はプラズマ切断機の近くに置いてあった<マイクロTIG溶接機 WT-MTIG250>に
興味を持たれたようで、簡単に溶接してお見せしました。
<製品参考動画↓↓↓> 興味のある方はご覧下さい。
お客様は、切断以外にもこの様な溶接作業があるようで、今はTIG溶接機を使用しているが、
「これなら溶接が楽で上手くいきそう!」で…
「大手メーカーのプラズマ切断機を1台購入すると思えば、WELDTOOLであれば同じ金額で
プラズマ切断機とマイクロTIG溶接機の2台が買える! 😀 」と、デモで溶接したサンプルを、
さっそく会社に持ち帰り稟議を上げることになりました。
勿論この後、2台併せてご注文頂く事になりました。
この度は、弊社のプラズマ切断機とマイクロTIG溶接機をご購入頂き誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
近県であればデモにお伺いしていますので、ご希望の際はご連絡ください。
(福岡と埼玉に店舗があります。もちろん来店もOKです。)
今回使用した切断機&溶接機はこちら


ファイバーレーザー溶接とTIG溶接の強度比較テスト(引張試験)
2023年07月12日
こんにちは。
今夏発売予定のファイバーレーザー溶接機。
実際やってみると、ピンポイントで熱が入っている感じで、ビードが非常に細く極めて速い速度で溶接できるのが特徴です。
レーザー溶接に興味のある方は是非ご覧ください。

試験にかける素材
素材は鉄、ステンレス、アルミのよく使われる3種類をそれぞれ用意しました。
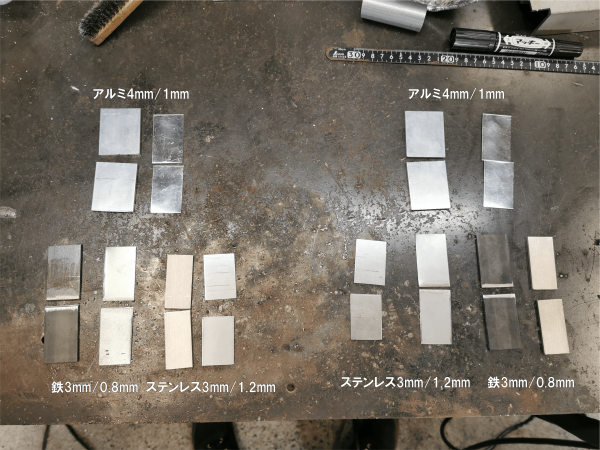
板厚は各1mm前後と3mm前後の2種類。これらをTIG溶接した物とレーザー溶接した物で試験にかけ、強度を確認します。

薄板は、ステンレスと鉄はナメ付けです(FLもTIGも同じように溶接)。棒を入れる間もなく溶け落ちてしまいますし、普段からこの厚みはナメ付けで溶接することが大半です。
アルミに関しては溶接棒を入れないと強度が全く出ませんので、頑張って入れました(笑)
自分で言うのもなんですが、アルミ1mmの棒入れTIG溶接は慣れてないと結構難しいです。
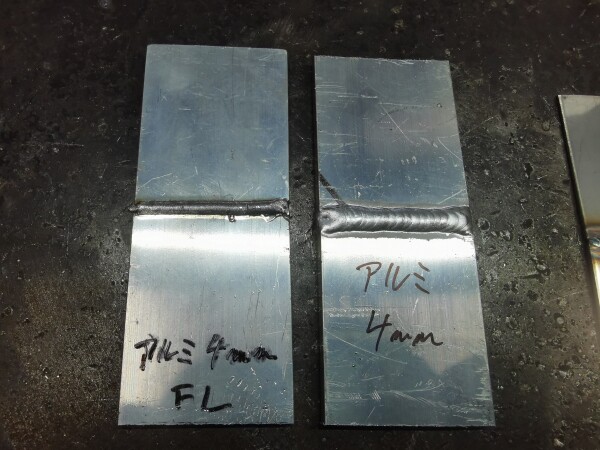
アルミ4mm板。左のファイバーレーザーは右のTIG溶接に対してビードが細いですね。
TIG溶接の場合、どうしても入熱範囲が広がってしまうのに対して、ファイバーレーザーの場合は板厚4mmでもピンポイントな熱入りとなっています。
見た目はビードが細く大丈夫かな?って感じですが、手でグイっと曲げようとしてもビクともしませんでした。試験機にかけてどうなるかですね(この板の結果が一番予想外でした)。
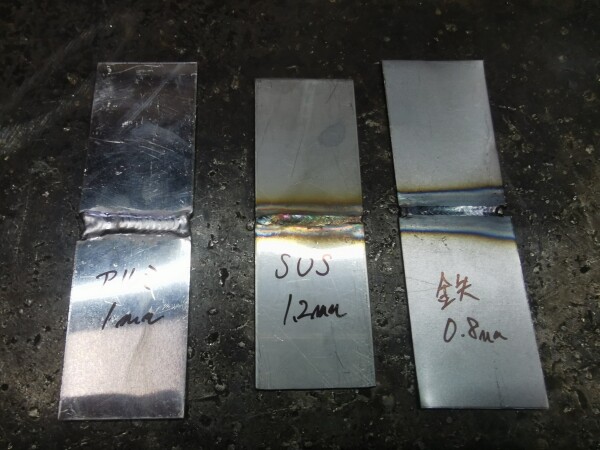
テストピースが出来上がりました。
厚板とアルミは溶接棒(溶接ワイヤー)有り、薄板はTIG溶接もファイバーレーザー溶接もナメ付けと、強度に関わる条件は同じに設定。
ファイバーレーザーは溶接速度が段違いに速いので、本来はもっと距離の長い溶接こそ向いていますが、今回は試験機にかけるために30-40mm幅程度のフラットバー類を使いました。
後日、こちらを強度試験に持ち込み、グラフを掲載いたします。

引張試験で耐荷重をチェック
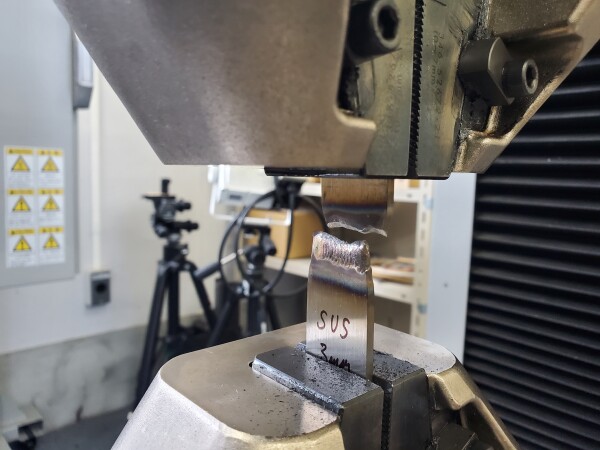
はい!という事で試験機にかけてきました。
写真のように母材を挟んで、上下にゆっくりと引っ張ることで、破断するまで耐えた荷重(kgf)と伸び(mm)をグラフ化できる試験です。

相当な力で引っ張る事で、強度の高い物は「ドンッ」っと音をたてながら破断します。
物によってはなかなかの音量ですので、気を抜いているとビックリします(笑)
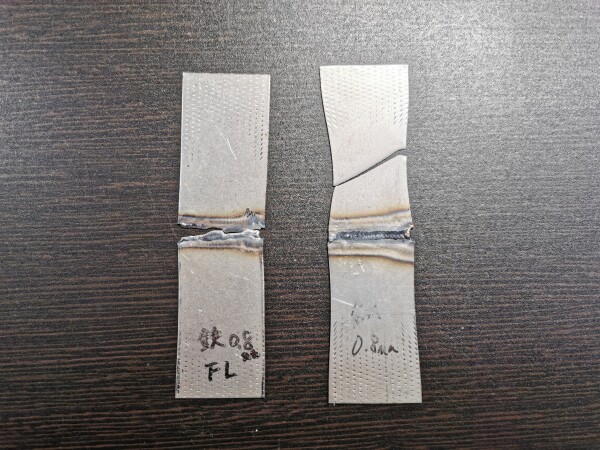
全ての試験片のテストが終わりました。
上がファイバーレーザー溶接した物、下がTIG溶接した物です。

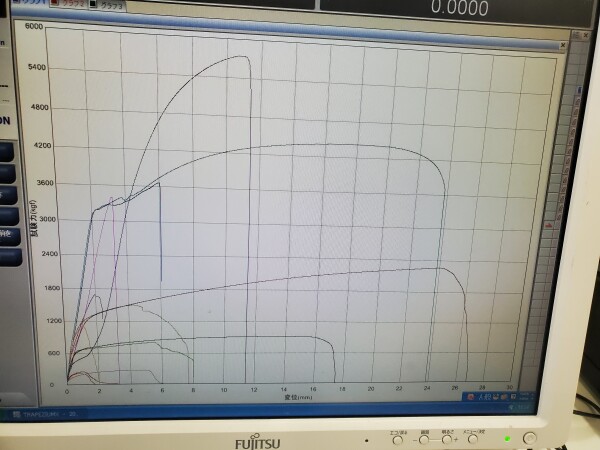
こんな感じで、モニターにグラフ化されます。
今回はデータをCD-Rに焼いて貰ったので、母材ごとにエクセルでまとめて比較グラフにしました。
試験結果
同じ母材同士をTIG溶接とFL(ファイバーレーザー)溶接し、完全に破断するまで引っ張ったグラフです。
グラフの見方としては、青線:FL溶接/灰線:TIG溶接、縦軸が荷重(kgf)横軸が伸び(mm)になります。
アルミ薄板
FL:最大試験力242kgf TIG:最大試験力269kgf
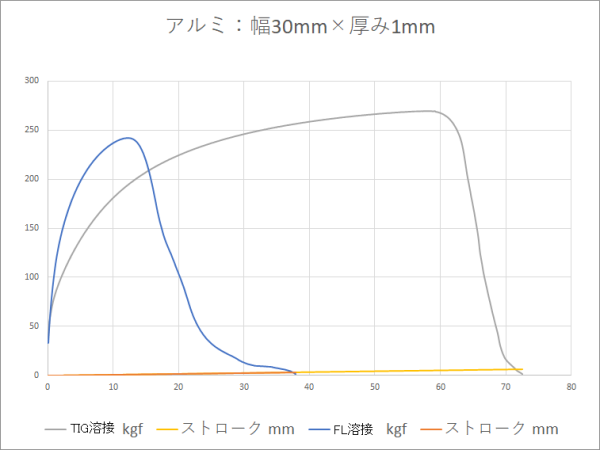
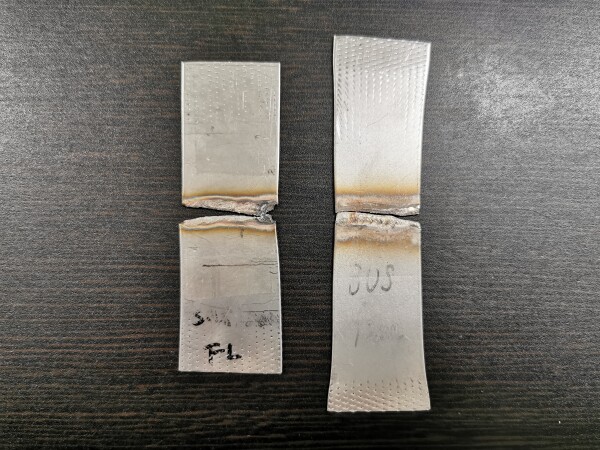
左:FL溶接 右:TIG溶接

FL溶接もTIG溶接も最大荷重はほぼ同じ結果となりました。
今回持ち込んだ端材の中で最も弱い母材で、名刺の横半分程度しかないアルミ板ですが、200キロ以上の荷重に耐えることができるとは驚きですね。
伸びに関しては、TIG溶接が大きくリードしていました。
その理由は、FLで溶接した物は周囲が伸び始めるまでの荷重に耐えられず、早い段階で破断してしまったのに対して、TIG溶接の方は周囲が伸びるのにしばらく拮抗からだと考えられます(TIG溶接した周囲1cm程度が伸びてくびれているのが分かります)。
FLもあとほんの少し耐えていれば、周囲が伸び始めていたと思いますが、惜しいですね。
アルミ中厚板
FL:最大試験力1691kgf TIG:最大試験力1102kgf
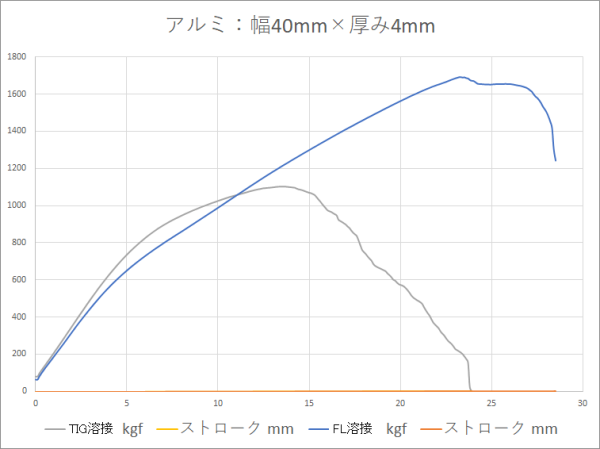

今回、唯一FL溶接が全てにおいてTIG溶接を上回ったグラフです。
そして、私が一番上手くいったと思ったアルミTIG溶接です。。見た目だけじゃダメですね。。。
どちらも溶接ビード上で破断しています。これぐらいの厚みのアルミになると、薄板とは素材自体の番手が違うため伸びなかったと思われます。
端材ですので断定できませんが、先の1mmアルミは1000番台純アルミ系で柔軟性がある物、今回のアルミは5000番台な気がします。

左:FL、右:TIG溶接した物です。巣穴が多めですが、どう見てもFLで溶接した物の方が溶け込んでますね。
TIGの方は芯が半分以上残っており、その上のビードだけで厚みを稼いでる感じです。
ステンレス薄板
FL:最大試験力1505kgf TIG:最大試験力2263kgf
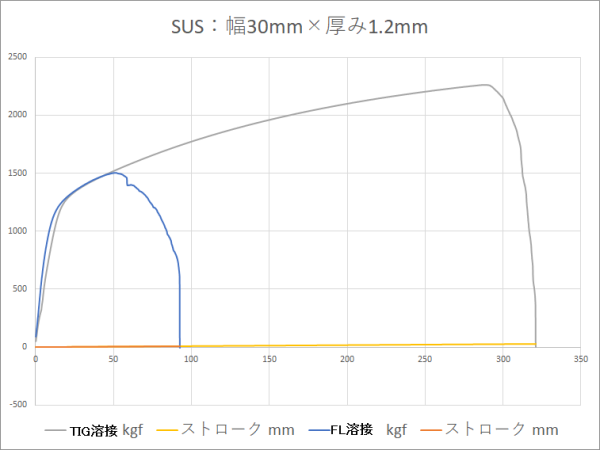
続いてステンレス薄板です。アルミ薄板の時と同じような感じで、最大荷重の差というより、その後の伸びに耐えたかどうか…といった部分で差が出ました。
TIG溶接のおおよそ2/3の荷重がかかった時点で破断していますが、約1500キロの力に耐えています。まぁ薄板であれば十分かなと。
ステンレス中厚板
FL:最大試験力3401kgf TIG:最大試験力5742kgf
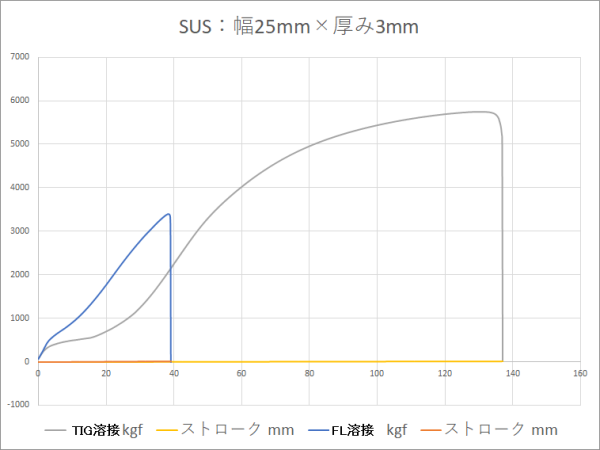

ステンレス中厚板。これまでのサンプルと似た結果ですが、単純にFLの方は板厚に対しての出力設定が弱かっただけなのかもしれませんね。
FLは破断する瞬間にグラフが急降下しています。これはそれだけ瞬間的に折れたという意味です。急にドンッッっと鳴ったので、ビビりましたw
粘り無く破断してしまったのは、溶け込みが浅かったのが原因と思われますが、もうちょっと出力を上げて溶接するだけで結果は全然変わったかと。
鉄薄板
FL:最大試験力804kgf TIG:最大試験力919kgf
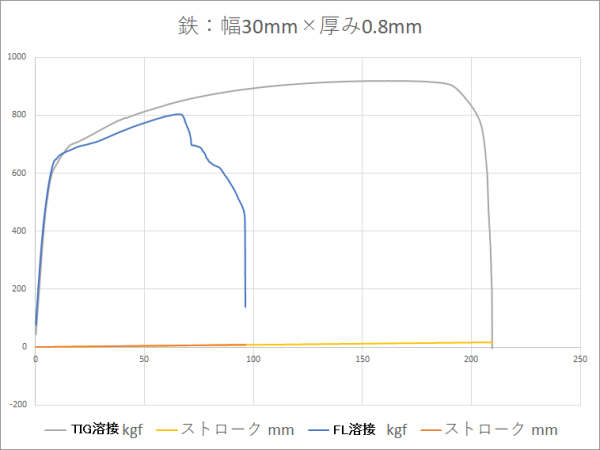
最後に鉄の溶接です。
こちらもこれまでと同様に、最大試験力はTIGとFLで大きな差は無かったものの、TIGは溶接した所は破断せずに他の所が切れたのに対し、FLはそこまで至らずでした。
鉄中厚板
FL:最大試験力3662kgf TIG:最大試験力4424kgf
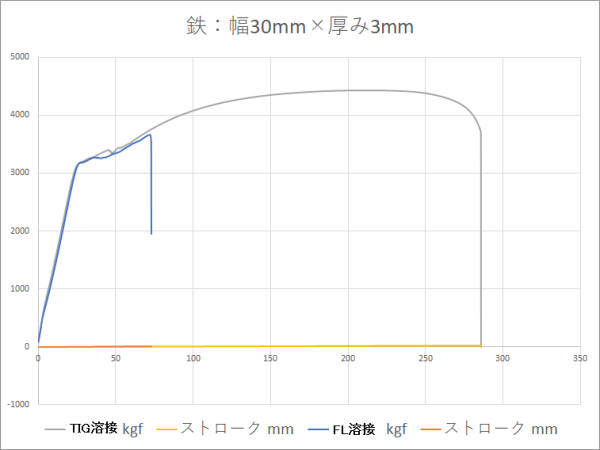

鉄の中厚板、これも同じ感じですね。
余談ですが、溶接して熱が入った所は硬くなります。身が締まる感じですね。その分粘り気は失われてますので、折れる時はボキっといきます。
溶接した箇所の方が強くなっていれば、写真のように熱の入っていない素の部分が引きちぎれます。
ファイバーレーザー溶接とTIG溶接の比較まとめ
以上、ファイバーレーザー溶接とTIG溶接の強度試験でした。
今回の試験の全体的な傾向としては、荷重に対する強度はTIG溶接の8割程度、溶接部の粘りとしてはTIG溶接に劣るという結果になりました。
とは言っても、薄板に強度を求めた使い方をすることは殆ど無いでしょうし、TIG溶接の8割の強度が出ていれば、振動や熱に対して余程厳しい場所で使うとかでなければ、そう簡単に外れる事は無いです。
また、私たちもファイバーレーザー溶接機は使いだしたばかりで加減を分かっていませんでしたので、単純に出力を上げるとか、ウィービング幅を板厚に応じて広くするだとかの設定で、溶け込み(強度)は変わってくると思います。FL使いこなせるようになったらリベンジ行きたいですね(笑)
この結果から推測するに、ファイバーレーザーの用途としては
・薄板の溶接
・見栄えを重視する溶接
・溶接距離が長い母材の溶接
これらに該当する場合、ファイバーレーザーがスピード/仕上がり共に最適かと思います。
例えば空調ダクトやパネル、流れ作業で量産するような物は速くてキレイな仕上がりです。
また、盛り上がること無く溶接できますので、車の板金作業といった後々サンディング作業が必要な場合も、凸ビードになった溶接個所を時間をかけて平らに削ることなく、最小限の研磨で時短作業で仕上げまでできると感じました。
今回の試験ピースは動画は撮っていなかったのですが、似たような素材をTIGとレーザーで溶接比較した動画がありましたので、参考までにご覧ください。
TIG溶接だと、結構集中してやらないといけない割に、時間は4倍ぐらいかかってますね。
後半、ちょっと自虐的で笑ってしまった…(笑)
詳しい仕様など、気になる点がございましたらお気軽にお問い合わせください。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
佐賀県唐津市に納品、取説に行ってきました。【水冷ユニット搭載/TIG溶接機WT-TIG320S】※3年保証付
2023年07月06日
こんにちは。福岡本社です。
この度、佐賀県唐津市にある配管や溶接工事などを営んでいる会社様にTIG溶接機の
ご注文をいただきましたので納品、取説に行ってきました。
写真メインにはなりますが、ご紹介します。

※撮影のご協力ありがとうございます!
納品したWT-TIG320Sの特徴としては
①溶接電源と水冷ユニットが一体でコンパクト+キャスター付きで持運びが便利!
②水冷TIGトーチケーブルの長さが8M 作業範囲が広く、連続で溶接可
③溶接機の出力電流が300A以上で最大10mm前後まで溶接が出来る。
④ダイヤル一つで簡単設定!(板厚を設定するだけでOK)
⑤アルミ溶接、パルス、スポット設定等多機能!

訪問して先ずは、簡易的な組立+セッティング

早速ガスボンベも本体に設置しました。

その後、設定方法を説明し実際に試してもらいました。(ステンレス:板厚6mm)


さすがプロ!といった感じです。素晴らしいビードです。

続いては軟鋼(3mm) 4T(自己保持)で溶接。



軽く溶接テストを行ったあと、事務所でコーヒーをいただきました^^
ごちそうさまでした。
この度は弊社の溶接機を選んでいただき誠にありがとうございました。
何かご不明な点がございましたらお気軽にご連絡下さい。
弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。また、お近くでしたらデモにお伺いします。
お気軽にご連絡ください。


溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
溶接加工専門工場様にTIG溶接機 WT-TIG320Sの納品、取扱説明に行ってきました。
2023年06月28日
こんにちは、関東営業所です。
水冷ユニット搭載 TIG溶接機 WT-TIG320S(※3年保証付き)の納品へ行ってきましたので
ご紹介したいと思います。
お客様は、8月に溶接加工専門の工場にリニューアルするため設備を整えているところでした。
そのため弊社に来店され、WT-TIG320S溶接機の性能の確認と、溶接性を試されに来られました。
いずれも納得され即ご注文を頂きました。
納品は、お客様の工場が弊社の近くだったので、取扱説明を兼ねてご訪問する事にしました。

最新のデジタルタイプの溶接機は、機能が多いため使いこなそうと思うと取扱説明書を
読みながら覚えるよりも判っている人が要領良く教えてくれた方が早いですね。
訪問すると、本格派が使用する溶接作業台が有りました。

この溶接作業台、高さが自由に調整でき、そして移動もできるので凄く便利そう!
まともに買ったら凄く高そうなので聞いたところ、知合いが安く造ってくれたそうです。
いいな~~ 😀
早速、溶接機のセッティングをし、取扱い説明を行いました。
この溶接機は、今のデジタル時代にそって液晶カラーディスプレイなので、見やすく判り易いです。
そして、オート機能が有るので、材質と厚みを設定すれば最適な溶接が行えます。


材質:アルミ ⇒ <AC(交流)> 板厚:2.0mm ⇒ <70A>
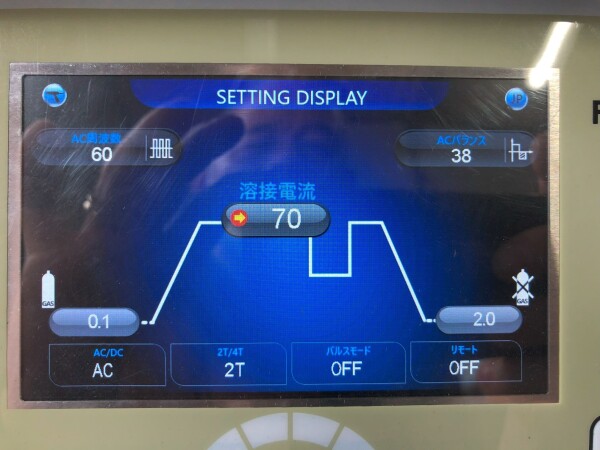
<プリフロー:0.1秒> <アフターフロー:2.0秒>
<AC(交流)周波数:60Hz> <AC(交流)バランス:38%>
最初にオート機能を試してもらった後、お客様はふだん4T機能(クレータ有)を使っているので、
設定方法を説明し試してもらいました。

その後、パルス制御やアルミの薄板の溶接が容易になるAC(交流)周波数を変えて
溶接を試してもらいました。




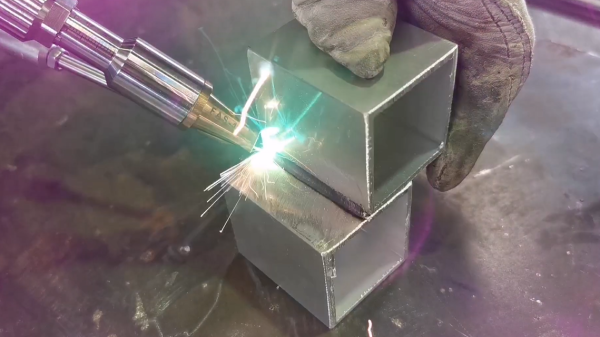
それでは、溶接中の様子を動画にまとめたのでご覧ください。
<ダイジェストの動画をご覧下さい>↓↓↓
一通り終わり、お客様は溶接機の性能に満足され「この性能でこの価格はコスパがすごく良い!」
と、言ってもらいました。ありがとうございます。 😀
弊社WELDTOOLに来店する前には、大手D社のテクノセンターへ溶接機を見に行ったそのですが、
大して性能が変わらないのに何倍も高価だったそうです。
それで、あとは出力が300A以上の半自動溶接機も必要だそうで、同じ”S”シリーズで無いか
頼まれたのですが、弊社取扱い製品ではWT-MIG200Sの200Aまでだったので、すごく
残念がっていました。 スミマセン m(_ _)m
この度は、弊社の溶接機をご購入頂き誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
近県であればデモにお伺いしていますので、希望の際はご連絡ください。
(福岡と埼玉に店舗があります。もちろん来店もOKです。)
今回使用した溶接機はこちら
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
プラズマ切断機の納品取説に、山口県の解体会社様を訪問しました。
2023年06月26日
こんにちは。
過去に弊社のプラズマ切断機を購入頂いた解体会社様から、知り合いの解体屋さんが一台欲しいって言ってるから持って行って色々説明してやってくれない?
との連絡を頂きました。ご紹介ありがとうございます!
ということで、お尋ねしました。山口県の解体会社様です。

セッティング方法をご説明。
とは言っても、プラズマトーチとアースケーブルを本体前面に差し込んで、コンプレッサーからのエアーを付属のレギュレーターを介して本体に接続するだけです。
まぁ、我々使い慣れてる人間からすると簡単ですが、安全意識の高い会社様であれば、使った事のある人がいないと不安になりますよね。
こういう使い方って大丈夫??といった質問を頂きお答えしました。

今回テスト切断する鉄板??人間以上に大きい板です。

説明を兼ねつつ切断してみました。大きいですが板厚は薄いので、スピードの速さに驚かれていました。
ガス切断機はありましたが、やはり薄板切断であればプラズマが速いようです。

皆さまにも試していただきました。

初めての使用ですが、このスピードで簡単に切れます。
本日はご紹介からの購入、対応頂きありがとうございました!
解体会社様であれば、プラズマは持ってて損はない一台ですので、今後ともよろしくお願いいたします。
今回使用した切断機はこちら
トラック荷台アオリの凹みをTIG溶接で補修!
2023年06月09日
こんにちは。
TIG溶接機WT-TIG320Sを購入頂いた運送会社様から溶接の相談を受け、お近くでしたので昼食がてらお伺いしました。
トラックのアオリの補修をしたいとのことでした。
リフトでパレットを積む際、反対側から押されて同じ個所が凹んでしまうらしいです。

凹んだ箇所を切り取られており、そこにアルミのバーを溶接して補修します。

とりあえずザックリ切り取りまして仮止めします。
板厚はアオリ側がおおよそ1.5mm、フラットバーは3mmでしたので、間をとって板厚2.4mmの設定で仮止め。うろ覚えですが86A程度です。
中に落ちていったら回収できなくなってしまうので慎重に仮止めし、軽く叩いて平行を出しました。

反対側を本溶接。仮止め時の2.4mmの電流値(AUTOモードでなくとも、板厚の目安が表示されます)では、連続で溶接するにはちょっと高いと感じましたので、本溶接はAUTOモードの2.0mm設定でいきました。溶接電流78A程度。

離れていて穴が空きそうなところは、トーチスイッチを入り切りして肉盛りしつつ、溶接完了です。
この後グラインダー等で削れば、溶接した痕は完全に消すことができます。アルマイトがかかっていますので全く同じ質感とはいきませんが。

丁度、この運送会社様にお伺いする数時間前に、別のお客様からアオリ補修の溶接時の設定を尋ねられました。
この記事に気付いて見てくれているといいんですが(笑)
今回お伺いした運送会社様によると、内側から押されて外側が凸ってしまったら、車幅の規定値を僅かに超えて車検が通らなくなってしまうそうです。
また、アオリの板は交換できるが、一枚物(長さ数メートルの)なので、高額だそうです。
なるほど。。トラック関係の溶接機の需要が多いのも納得できました!
喜んでもらえて良かったです!
お近くのお客様でしたら、デモorご来店されての簡単な講習も可能ですので、お気軽にお問い合わせください。
今回使用した溶接機はこちら。板厚が8mm以下程度であれば、WT-TIG200Sもオススメです。

溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
ファイバーレーザー溶接機(1500W) の販売に向けて
2023年06月08日
こんにちは。
弊社は溶接機を専門に販売しておりますが、1〜2年前からレーザー溶接機は無いの?と
いう問い合わせを何回かいただいておりました。それから取扱を検討してはいましたが、
今迄の商品とは価格が一桁違うので躊躇しておりました。
そして弊社の溶接機を購入いただいている顧客の方からも
”レーザー溶接機を検討しているが御社から販売されれば、是非購入したい”
と言っていただき、せっかく弊社を信頼してそう言っていただいているのでそのニーズに
お答えしなければ、とまずはサンプル機を取り寄せてテストを行いました。


こちらの機種はメインは溶接ですが、他に切断(薄板)、そしてサビや黒皮等を除去するクリーニング(洗浄)機能が付いています。
まずは溶接テストを行いました。
ファイバーレーザー溶接機の溶接テスト
溶接方法は2種類で、溶接ワイヤを使用しない”ナメ付け”と溶接ワイヤを使用する方法があります。
また、先端のノズルが数種類あり、溶接する箇所によって使い分けます。
シールドガスはアルゴンガスを使用します。
実際に溶接してみて思ったことは・・・めちゃめちゃ簡単で仕上がりも綺麗! です!
正直、今後TIG溶接はほとんどファイバーレーザーに置き換わっていくんじゃないか、
と思うほどです。
TIG溶接と比べて、とても簡単で溶接スピードも3倍以上速く、仕上がりも綺麗で、作業効率は格段に上がります。
デメリットと言えばトーチが若干大きい(とくにワイヤー使用時)ので狭い部分はトーチ先端が入らないことがあります。
たまにしか溶接機を使わない場合は除いて、毎日溶接作業を行う(とくに4〜5mm以下の厚み)
事業所は作業効率や仕上がりの良さを考えると導入するべきだと感じました。
そしてこの時点で弊社でも力を入れて販売していこうと決心しました。
切断テスト
そして切断テストも・・・と試そうと思ったのですが、通常のエアーコンプレッサーを使用
すると水分がトーチ内部に入り込んでしまうので良くないらしく、窒素ガスが推奨とのこと。
もしくはエアードライヤー等を設置して水分が無い状態にする必要があります。
また、切断できたとしても薄板程度ということもあり、切断の機能に関しては
(できなくはないのですが)仕様書や説明にも記載しないことにしました。
サビ取り等の表面除去テスト
最後にサビ等の除去が楽にできるクリーニング(洗浄)機能をテストしました。
この機能はとても便利でサビや塗装膜、軟鋼の黒皮等が簡単に除去できます。
対象物に触れずに表面除去ができるのでとくに凹凸のある物は楽に作業できます。
溶接モードからの切り替えでトーチ先端のノズルとレンズを交換する必要がありますが
慣れれば数分で交換できます。
また、レーザーの幅も調整することができます(10〜80mm)
販売に至った理由
弊社でファイバーレーザー溶接機のサンプル機を取り寄せて、実際に溶接してみて
思っていた以上に簡単に、素早く、綺麗に溶接できたので これは是非広めなければ、と
販売に至りました。
弊社は溶接機を専門に販売して10年になるのですが、TIG溶接機を販売したお客様で
溶接棒を入れるのが難しくてうまくいかない、というご相談をよく受けます。
実際、私も手が震えてあまりうまくいきません。(アル中では無いです^^;)
そんな私でもファイバーレーザーで溶接するとプロ並みの綺麗な溶接ができました。
これはすごいと実際にTIG溶接もやってみてファイバーレーザーと比べてみました。
TIG溶接との比較
アルミ隅肉溶接です。
結果、溶接スピードはTIG溶接の約4倍速く、仕上がりも全然違います。
TIG溶接は久々でしたがもちろん真剣に行いました。
スピードが速いことで入熱も少なくなるので焼けや歪みもだいぶ抑えられます。
また、動画を見ていただくとわかるのですが、TIG溶接のような技術は入りません。
これも溶接機を販売している中でよく聞く話なのですが、職人が辞めた・外注先が
廃業した等の理由で溶接する人がいない問題です。
こういった問題もファイバーレーザー溶接機を使えば、TIG溶接ほどの技術・経験を
必要とせず、少し練習すれば綺麗な溶接ができるので解決するのではと思います。
TIG溶接・レーザー溶接の溶接後の強度を比較をする為、工業試験場で引張試験を行いました。
価格・アフターサポートに関して
価格に関して、以前は1000万オーバーするような機械でしたが、弊社では
198万円(税別)での販売を予定しております。
以前よりだいぶ安くなったとは言っても約200万円するので今まで以上に
アフターサポートはしっかりしなければいけません。
納品時は弊社スタッフが機械の使用法や溶接方法等を1〜2時間かけて説明します。
とくにレーザー光の危険性、注意点に関してはしっかり説明致します。
また、溶接機本体については保証が3年間付いており、その後ももちろん弊社にて
修理等、対応します。修理時の代替機に関しては必要に応じて手配致します。
販売当初(半年〜1年)は基本的に弊社(福岡、埼玉)から車で片道3時間程度の
エリアでの販売にしたいと思います。
追記:弊社で販売するファイバーレーザー溶接機に使用するオリジナルのトーチホルダを
制作しました。ファイバーレーザー溶接機のトーチ内部には効果なレンズが入っており、
落としたりしてショックが加わると破損することがあります。従って、作業台に置くのではなく
専用のホルダが必要だと思い、制作に至りました。詳細はこちらから確認下さい。
ご興味がございましたらお気軽に問合せ下さい。
弊社で実際にお試しいただくことも可能です。
9月中旬から関東営業所(埼玉県八潮市)にてデモが可能です。一度見てみたい方はお気軽に
問い合わせ下さい。
——————————
溶接機の専門店 株式会社WELDTOOL
本社 福岡県福岡市西区吉武380-2 TEL:092-834-2116
関東(営)埼玉県八潮市木曽根1229-1 TEL:048-954-8901
ホームページ:http://www.weldtool.jp/
メール:info@weldtool.jp
——————————
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
プラズマ切断機WT-100Sのデモ・レポート【ステンレスのスクラップ工場】ご注文頂き有難うございました
2023年05月26日
こんにちは、関東営業所です。
地域限定(近県)”プラズマ切断機のデモ・キャンペーン”のデモ訪問レポートです。
今回は、ステンレス・スクラップ問屋でステンと特殊鋼を専門に買取りを行っている企業です。
デモの依頼が有った工場は千葉県の市川営業所で、他に群馬、東北にも営業所が有るそうです。
訪問すると、あちらこちらにステンレス製品のスクラップが山積みになっていました。

工場の一画に、 10cm以上も厚みのあるステンレスの板がたくさん置いて有り、
私はこんなに厚いステンレスの塊を見るのが初めてだったので、思わず写真を撮りました。 😯
(写真では大きさ厚さが伝わらないのが残念ですが)

こんなに厚いステンレスは、いったいどんな方法で解体(切断)しているのか聞いたところ、
ランス棒で切断するそうです。(鉄であればガス切断できるが、ステンは切断できないので)
(知らない方のために興味のある方は、こちらをご覧下さい。
→ <ランス棒・画像> )
※もちろん、弊社では販売しておりませんので… あしからず (笑)
それでは、デモの様子を動画にまとめたのでご覧ください。
<ダイジェストの動画をご覧下さい>↓↓↓
動画をご覧いただいた通り、
作業者の方達は、切断のプロフェッショナルなので、
いろいろな厚みのスクラップを持ってきては、交代して試されました。



最後に「これが切れるかな?」と、厚さが35mm位(ステンレス)あるものを持ってこられ
試してもらうと、「この価格で、これぐらい切れれば十分だよ !!」と、高評価を頂きました!
(WT-100Sは、ホントにコスパが良いと皆さまに大好評いただています!)
今回、窓口になった担当者の方が、試された作業者の方達に確認し、
「良いよな~」と言われ、ご注文頂きました! ありがとうございます。 😀
この度は、弊社の切断機をご購入頂き誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
近県であればデモにお伺いしていますので、希望の際はご連絡ください。
(福岡と埼玉に店舗があります。もちろん来店もOKです。)
今回使用したプラズマ切断機はこちら
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
プラズマ切断機WT-100Sのデモ・レポート【鉄の厚板とステンレスの切断】ご注文頂き有難うございました
2023年05月26日
こんにちは、関東営業所です。
今回、地域限定(近県)で、”プラズマ切断機のデモ・キャンペーン”を行い、
数件デモに訪問しましたので順番にご紹介します。
最初のデモは、関東全域の引取りを行っている川崎市の大きな金属リサイクル業者様の工場です。
大きな工場で、写真は第三工場(非鉄金属処理工場)の一部です。

訪問すると、既に使用しているプラズマ切断機が3台有りました。
聞くと、その内の1台が調子が悪くなってしまったそうです。
それで、代替えするのに同じプラズマ切断機を購入すると高額なので、
今回、コスパの良い弊社の<プラズマ切断機 WT‐100S>に興味を持ち、
一度見て試したいとの事でデモになりました。

今まで使用していたプラズマ切断機(左:出力120A 水冷式が1台/右:出力 70Aが2台)
(価格は弊社 WT-100Sの何倍もします 😯 )
それでは、デモの様子を動画にまとめたのでご覧ください。
<ダイジェストの動画をご覧下さい>↓↓↓
現場作業者の方達に実際に切断を試してもらい印象を聞くと、
「今まで使用しているプラズマ切断機より、切れ味が良い !!」と、高評価を頂きました!
それを聞いて社長は、「それじゃあ、2台注文したい」と、ご注文頂きました! 😆
ありがとうございます。
この度は、弊社の切断機をご購入頂き誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
近県であればデモにお伺いしていますので、希望の際はご連絡ください。
(福岡と埼玉に店舗があります。もちろん来店もOKです。)
今回使用したプラズマ切断機はこちら
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
車の鈑金塗装工場でTIG溶接機【WT-TIG200S】のデモを行い即納しました。【アルミ・シリンダーヘッドのクラックを溶接】
2023年05月25日
こんにちは、
販売店さんを通じて自動車鈑金塗装工場さんから、TIG溶接機のデモ依頼がありました。
工場さんの要望は、「エンジンのシリンダーヘッド(アルミ)のクラックを溶接して補修したいが…
、デモして見せて欲しい」との事でした。
溶接デモする機種は直流・交流TIG溶接機 WT-TIG200Sにしました。
今回はシリンダーヘッドがアルミなので<交流>の溶接機能が必要です。
後は、車の鈑金屋さんで、普段の溶接は薄板が主なので出力電流 最大200Aで十分です。
(これでも板厚8mm位まで厚い板も溶接可能です)
工場に訪問すると、驚き! 😯
10年位前(以前の会社)にパルスミグ溶接機(イタリア製)を納品した工場さんでした。

自動車鈑金塗装工場に溶接機を納品
その当時、溶接機のデモと納品をした程度なので、工場の方達は自分の事を覚えていないだろうと
思いましたが、会って直ぐに社長さんから、「前に来たよね!」と言われ、
「え~、あの赤いパルスミグ溶接機の納品の時に…」覚えていてくれて、とても嬉しかったです。
そのパルスミグ溶接機は、半自動溶接機でアルミ溶接もできるのですが、今回のシリンダーヘッドの
クラックの溶接には不向きです。工場さんでも判っており、今回、TIG溶接でのデモに成りました。
半自動溶接の場合、始端部の溶け込みが悪くなってしましますし(熱伝導の良いアルミは特に)、
また、巣穴も出やすいです。
それで、TIG溶接で確りと熱を掛けて良く溶かしながら溶接しなければなりません。
では、シリンダーヘッドのクラックの溶接ですが、
けっこう大変な作業で、作業途中の写真を撮っている余裕がなく画像がありません。
と言うのも、シリンダーヘッド(エンジン)は、車に乗ったままで、エンジンルームの上に
しゃがんだ姿勢で、そして、クラックはシリンダーヘッドの外側ではなく、内側の入組んだ奥
でTIGトーチがギリギリ入るか入らないかの狭い箇所でした(これが一番大変でした 😥 )…
なので、溶接が終わった時の画像しかありません。


因みにこのエンジンは、35~40年前の今では希少価値の高い車です。(部品の入手困難のため!)

シリンダーヘッドのクラックを溶接
作業内容と溶接のコツをざっくり説明しますと、
① よく脱脂洗浄をする。
・特にオイルを確りと拭き取らないとガスが発生し溶接が上手くいきません。
・また、溶接中にシールド性が悪いと溶接棒が上手く入らない。
② クラックを削ってV型開先加工をする。
・開先加工をしないと溶け込みが浅く溶接後にまたワレる
③ 溶接1層目は、確りと溶け込ます。
・特に溶接スタート時は、溶け出すまでじっくりと待つ(アルミは熱伝導が良く熱が逃げるため)
※予熱(予めガスバーナーなどで炙る)を行うと効果的。
④溶接2~3層目、余盛する。
・溶接強度を強くするため
<参考> 今回、溶接個所が狭く斜め横から溶接棒を入れる(通常)スペースが無かったので、
溶接棒の先端を入れやすい角度に曲げて上から入れました。
なんとか作業が終わるとお昼時間が過ぎており、社長が気を遣ってくれてスタッフの方達と一緒に
ラーメン屋さんに食事に連れて行ってくれました。(ありがとうございます。 😆 )
食事が終わり、溶接作業も無事に終わった処で、使用したTIG溶接機を快く購入いただきました。
予め新品をデモ機と一緒に積んで行ったので、即納品、セッティング、取扱い説明を行いました。

下がTIG溶接機 WT-TIG200S 上はパルスミグ溶接機(イタリア製)
丁度、パルスミグ溶接機のカートの下が空いていたので、そこに置いてセッティングしました。
後は、操作説明ですが、このTIG溶接機はオート機能が有るので材質と板厚を選べば自動で最適な
溶接電流が設定されるので、煩わしい設定が要らず簡単に説明が行えました。
最後は実際に鉄板 1.0mmとアルミ板 1.0mmと3.0mmで溶接を試して貰い、TIG溶接の方法を
レクチャーしました。

さすが鈑金の職人さんなので、鉄板とアルミ 1.0mmの難しい薄板でも、直ぐにコツを覚えて
器用に溶接してました。
特に鉄板の薄板(外板パネル)の突け合せ溶接(ナメ付け)がキレイに溶接ができて驚いていました。
この度は、弊社の溶接機をご購入頂き誠にありがとうございました。
また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
近県であればデモにお伺いしていますので、希望の際はご連絡ください。
(福岡と埼玉に店舗があります。もちろん来店もOKです。)
今回使用した溶接機はこちら
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


