最新情報 アーカイブ | 10ページ目 (24ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























水冷ユニット搭載/直流・交流TIG溶接機【WT-TIG320S】のデモ、納品に行ってきました。
2023年04月26日
こんにちは、今年の1月にデモへ行った会社様からご注文をいただき、
納品へ行きましたのでご紹介したいと思います。
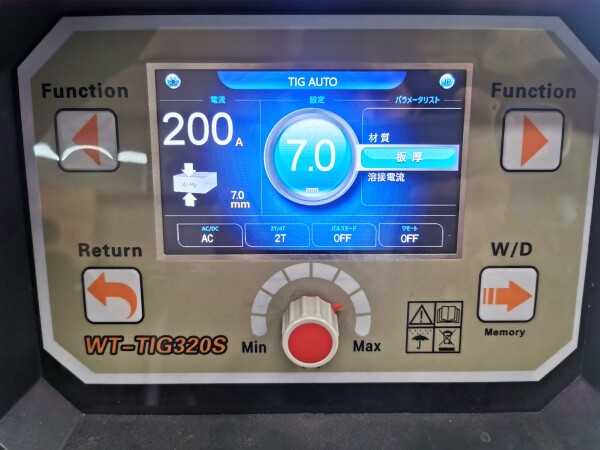
機種は水冷ユニット搭載、WT-TIG320S(※3年保証付き)です。
お伺いした会社様ではTIG溶接機を数台お持ちとの事でしたが、直流TIGばかりで
交流TIGが一台しかないので作業効率があまりよくないとの事でした。
今年1月、デモの様子です。

この機種の特徴としましては
説明後テスト溶接をしてもらいました。
(アルミ6~7mm、簡単AUTO設定)



作業員の方々が交代でテスト溶接をし、溶接後に今まで使用していた
TIGとは「アークを出した瞬間から違いが分かる」「シンプルに使いやすい」と
おっしゃっていただきました。
後日ご注文をいただき再度お邪魔してきました。

簡易的な組み立て(5分程度)を行い完成です。

前回訪問して3か月くらい経ってましたので
再度、AUTO機能やマニュアルでの設定方法をお伝えしてテスト溶接まで行いました。
軽く溶接されて、「OKです」という感じでした。


この度は弊社の溶接機を選んでいただき誠にありがとうございました^^
何かございましたらお気軽にお問い合わせください。
一般的には溶接機と水冷ユニットは別々になっており、電源もそれぞれ用意します。
しかし今回の新型TIG溶接機は水冷ユニットが搭載されておりますので
場所も取らず車輪付きなので、移動も楽との事で喜んでおられました。
アルミ溶接をたくさんやる場合や厚板を溶接する時は
トーチの持ち手部分が熱くなりますので水冷TIGはおすすめの一台です。
近県であればデモにお伺いしていますので、希望の際はご連絡ください。
(福岡と埼玉に店舗があります。もちろん来店もOKです。)
たくさんの機種を準備してお待ちしてます。

今回使用した溶接機はこちら

溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
TIG溶接機WT-TIG320Sを納品しに行ってきました。
2023年04月21日
こんにちは。
先日デモにお伺いした会社様よりご注文を頂きました。ありがとうございます!
前回はWT-TIG200Sでご説明したものの、より上位機種のWT-TIG320Sを発注頂きました。
よかったらまた持ってきてセッティング、及び説明をしてもらえれば助かりますとのことで、お伺いしてきました。
場所は若松の工業団地、全く関係ないのですが近くにブリヂストンの工場があります。今週末はBSにお世話になります(笑)
写真は家族で響灘ビオトープに行った際に撮影した物ですが、季節外れすぎて何も無かったという。。(苦笑)

前回同様、溶接機をセッティングし

溶接してもらいました。
私の場合、簡易溶接テーブルと椅子を持って行って、体勢をキメた状態じゃないと上手くいかないんですが、プロの方は体勢とか気にせずやれちゃうんですね。
軽く溶接されて、OKですという感じでした。素早い判断をありがとうございました。

WT-TIG200Sと320Sの違いですが、320Sはトーチが水冷式であることが一番のポイントです。
200Sの方は空冷ですので、高い出力で使い続けるとトーチが持てないくらい熱を持ちます。溶接工並みの使い方をした時の話ですが。
用途としては、車やバイク関係のものづくりや、船の手すりやちょっとしたステー作り等に最適で、個人的に最もオススメできる機種です。持ち運びもできるサイズです。
320Sの方は水冷ユニット内蔵ですので、例えばアルミ(交流はトーチも熱を持ちやすいです)を連続で溶接しても、トーチを握れなくなりません。
こちらは工業用配管や、大きい物の溶接にもオススメです。重量がありますが、車輪付きですので、床が平坦なところであれば転がして移動できます。
近県であればデモにお伺いしていますので、希望の際はご連絡ください。
(福岡と埼玉に店舗があります。もちろん来店もOKです。)

溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
お問い合わせをいただき、カーショップ様へデモに行ってきました。
2023年04月20日
こんにちは。
先日、半自動溶接機に関してお問い合わせがありました。
TELにて詳しく聞いてみたところ、最近炭酸ガスを導入して半自動(100V)を使用したところ、
薄板は溶接出来るが、母材が厚く(約3mm以上)なると全く溶け込まずダマになってしまうらしく
溶接するものをこちらで確認をしてオススメの機種を教えて下さいとの事でした。
弊社の半自動溶接機WT-MIG160(200V)とWT-MIG200S(200V)を持って
カーショップ様へ行ってきました。
到着後セッティングをして2機種の特徴を説明。

写真のWT-MIG160は低価格で手が出しやすく、家庭用の単相200V、容量20アンペアでも
十分に本機の性能を発揮できます。軟鋼で約6mm程度の溶接が可能で
ノンガスにも対応しております。(1年保証付き)※詳細は最後の画像をクリック
WT-MIG200Sは、軟鋼、ステンレス、アルミ、ノンガスと対応しており
これ一台であらゆる場面で活躍すること間違いありません。
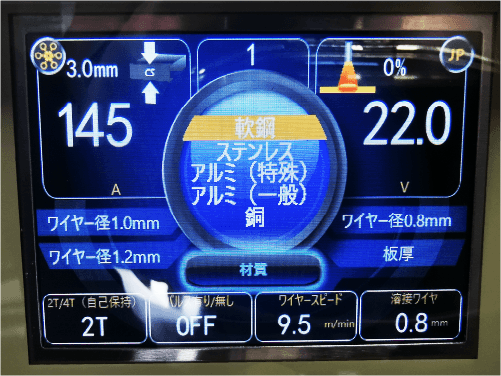
また、液晶モニターが新しく採用され、母材の材質と板厚を選ぶだけのAUTOモードを初め、
視覚的にも設定が分かりやすくなりました。(3年保証付き)※詳細は最後の画像をクリック
説明もほどほどに、、早速機械を使用してもらいました。
溶接前の写真は撮り忘れてしまったのですが、、(汗)
6mm平板にパイプ(1mmくらい)を縦割りしたものを溶接するといった感じです。

溶接後

しっかり溶け込み、尚且つ穴も開かなくお客様も満足されてました。
他にも色々なものをテスト溶接されて即決でWT-MIG160ご購入いただきました。



溶接をされながら設定も調整し、プロ顔負けの様子でした!私自身も色々と勉強させていただきました。

お客様は以前TIG溶接機WT-TIG200もご購入いただいており今も使用してるが
設定を毎回変更するのが面倒なのでステンレス専用の機種をもう一台検討中との事でした。

使用頻度はそれほど高くなく、パルス等も使用しないとの事でしたので、
100Vで使用できるWT-TIG160も併せてご購入いただきました。
こちらはシンプルに電流(パワー)とアフターフローの設定のみ。
ですので初心者でも扱いやすい機種となっております。

この度は弊社の溶接機をご購入いただき誠にありがとうございました。
何かご不明な点がございましたらお気軽にご連絡下さい。
弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。また、お近くでしたらデモにお伺いします。
たくさんの機種を準備してお待ちしてます。
今回使用した溶接機はこちら ※画像クリックで詳細ページへ移行


溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
旧タイプのプラズマ切断機WT-100でのタンク切断デモへ行ってきました。
2023年03月31日
こんにちは。
数年前にデモ→購入頂いたプラズマ切断機WT-100(旧タイプ)。
こちらを使っていた職人さんが退職してしまい、タンクの切断が上手くいかないので(調子が悪い??)、お忙しいところ申し訳ないが切断デモに来ていただけませんか?
とのお電話をいただき、そんなに遠くありませんでしたのでお伺いしてきました。

こちらのタンクに穴を開け、廃棄されるそうです。

厚めの塗膜がありますので、切断スタートする箇所のみ地肌を出しておきます。

母材の端から切断できないタンク等の立体物の切断のコツですが。
トーチを普段通り真っすぐ向けて切ろうとすると、最初に貫通するまでの数秒間、溶けた母材がモロに手元にハネ返ってきてしまい、自分にも消耗品にもダメージがいってしまいます。

ですので、最初はトーチを母材に対して斜めに向けて、横にスパークを逃がすような形でスタートします。
そして、母材を貫通したタイミング(抜けたら音が変わります)でトーチを真っすぐに戻し、切断を進めるとよいです。

これらを踏まえた上で試し切りさせてもらいました。
機械の故障じゃなくて一安心です(笑)

お客様にも試してもらいました。

板厚12mm程度でしたが、バッチリ切断できました。

旧タイプのWT-100でのデモンストレーションでした。ご愛用いただきありがとうございます!
WT-100も板厚20mm程度でも切断できるパワーがありましたが、新タイプのWT-100Sはそれ以上の30mmオーバーでも切断可能です。
電源が取れる場所での解体作業には最適です!福岡及び埼玉近郊であればデモも可能ですので、よろしくお願い致します。

溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
プラズマ切断機WT-100Sのデモに解体屋さんへ行ってきました。
2023年03月24日
こんにちは。
プラズマ切断機WT-100Sのデモでお呼ばれし、佐賀県の解体屋さんにお伺いしてきました。
旧タイプのWT-100の頃より、全国の解体屋さんからご注文を頂いており定番です。
ご準備頂いた端材はこちら。とても大きい鉄板です。

薄い方は大体10-12mm程度、厚い方は40-50mmぐらいはありそうです。
切れるかどうか微妙なラインなんですが、試しに切ってみました。

薄い板は余裕で切れるはず。。。なんですが、ブレーカーが20Aだったので落ちてしまいました。
とりあえずプラズマ切断機側の出力を60Aまで落として様子をみつつ切断することに。

問題なく切断できました。
フリーハンドですので、ちょっと切断面が荒くなってしまいましたが。

続いて分厚い方です。
WT-100Sの最大出力であれば切れるかどうか微妙なラインでしたが、さすがにパワーを絞った状態では貫通しきれず。
この時もプラズマ切断機側が60Aですので、最大出力の100Aに対して6割のパワーです。
そこから考えると、プルパワーでいけば切断できそうだったのですが。惜しい。。(。-∀-)

その後、お見積りのご依頼をいただき帰路につきました。
ブレーカーのことはちゃんと確認しておかなければいけませんでしたね。スイマセン。
弊社でテストした感触では、40A以上のブレーカーに繋げば30mmの鉄板でも問題なく切断できております。
福岡及び埼玉近郊であれば、デモも可能ですのでお気軽にお問い合わせ下さい。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
ヘリコプターのメンテナンス用治具を製作!!TIG溶接機のデモに航空機のメンテンナンス会社さんへ!!
2023年02月17日
こんにちは。
溜まっていたデモ記事その③ですが、とうとう来てしまいましたヘリコプター!!貴重な写真掲載の許可をいただき、ありがとうございます!!
TIG溶接機の場合、カーショップさんや工場の保全課さん、船のメンテナンス会社さん、食品関係の会社さん、工業高校さんetc…と一通りデモにお伺いしてきましたが、今回は航空機のメンテナンス会社さんからデモのお問い合わせを頂き、お伺いしてきました。

航空機だけあって、使う工具で非常に特殊な物があり、また国内で手に入らない物もあったりするそうです。
そうなると時間もかかるし、ちょっとした工具なら自分たちで作った方が手っ取り早いのでは??といった感じでTIG溶接機を検討されているとのこと。
クルマの治具なんかでも、これっきりしか出番が無いようなSSTだと作った方が早いってこと結構あるんです。
それにそういった特殊工具って、数多く売れるものじゃないんで、大抵高価です。
(写真は自前のハブベアリングインナーレース取り外し治具)

また、例えばボルトを折ってしまった時なんかでも、まともに取ろうとしたらエキストラクターとか使おうとするじゃないですか?でも大抵失敗するんですよね(苦笑)
その折れたボルトって、折れるほどトルクをかけて締めこんでいるor折れるほどトルクをかけても外れなかった…という過程が容易に想像できるわけで、それを外すのって至難の業です。
しかし、溶接できる状況の箇所であれば、大半が取り外せます。
というより、下穴空けてエキストラクターよりは溶接した方が早いです。
さてさて、、、テンション高めにつき、前回以上に前置きが長くなってしまいましたが、使用方法を一通りご説明後、実際に使って頂きました。
TIG溶接は初めてとのことでしたが、私が試しに溶接しているのをよく観察されており、体勢も決まっています。

WT-TIG200Sのオートモード、アルミ2mmに設定して実践。
初めてのアルミTIG溶接で、溶接棒も同時進行で入れたのに上手い!
溶接面越しに見ていましたが、ちゃんと溶けたプールに溶接棒を入れておられました。さすがヘリコプターの整備士さんですね!

他の隊員さんにも試していただきました。
アルミ溶接をメインに考えられているとのことで、溶接棒有りの左右の手を使う、難易度が高い溶接でした。
難しい~と仰られてましたが、感覚は既に掴んでおられる感じでした。

そして溶接デモの後、ヘリコプターの案内タイム(笑)へ。。激熱のリアル格納庫キタ――(゚∀゚)――!!
ちょっと大きさが伝わりにくいんですが、プロペラ部分で10Mはゆうに超えるであろう大きさでした。迫力があります。

マフラー??排気管です。太いっっ
エンジンは600馬力*2基で、万が一1基が壊れても、緊急時には1基でも1000馬力まで出して滞空可能とのことでした。しかし帰ってきたらOH必須だそうです。

横から見た感じの発色具合からしてチタン製でしょうか。耐熱温度も高い素材ですし、強度もあって薄く軽量に作れるはずです。

ヘリコプターを所定の位置まで動かす牽引車??自社でラッピングされているとのこと。
ちなみに、ヘリコプターを押そうと思えば人間数人でも動かせるみたいです。

ふと気になったテールローター。羽のピッチがバラバラなのが気になって聞いてみました。
何でもピッチが等間隔だと、耳障りな高周波が発生する原因となるので、敢えてピッチを不等間隔にしているそうです。
なななるほどぉぉぉーーーこういう理屈、大好物です(笑)

溶接機は御社から買います!と仰っていただき、後日発注頂きました。ありがとうございました!
ありがたいことに、デモに行ったら大半のお客様から発注いただいています。
もちろん来てもらってるから…といった気持ちの問題もあるとは思いますが、溶接機自体が使えなかったら何十万もする機械を買う訳ないですよね?
特にWT-TIG200Sは個人的にも使いやすくてオススメのTIG溶接機です。
より大きな物(板厚10mm等)を溶接される場合は、水冷トーチのWT-TIG320Sもご検討ください。
ご不明点がございましたら、お気軽にお問い合わせください。
今回デモに使用した溶接機はこちら
キッチンカーの製作!カーショップさんへTIG溶接機を納品しました。
2023年02月14日
こんにちは。続いてデモパート2です。
最近よくデモに行ってますが、特にSシリーズはネットで買う物としては値段がある程度高額(20万円~程度、大手溶接機メーカーと比べると割安ですが)ですので、できれば試してから買いたいという気持ちも分かります。
また、弊社はネットショップですが、実際に試して納得してから購入して頂きたい気持ちもありますし、そうやって使えると判断して購入頂いた事例を、このように記事にさせていただくのは、全国のご検討頂いている方々への信用を得るという意味でも重要だと考えます。
ですので、ありがたくデモさせて頂きます!!
溶接機を購入頂いた後も、弊社は溶接機専門店ですので、何も分かってない人間が対応するということはありませんのでご安心ください。
(デモの可否はタイミングや機種にもよりますのでご了承ください。来店の方はもちろんOKです。日程調整のためご連絡ください。)
さて、前置きが長くなってしまいましたが、今回は長崎県のカーショップ様からお電話を頂きました。
既に古いTIG溶接機を持っているが、調子が悪いのか電流を上げてもアルミが溶けないので買い替え検討中で、ちょっと遠いんですが大丈夫であればデモしてもらえませんか?とのことでした。
場所をお聞きしたら長崎県松浦市。弊社は福岡県西区ですので、二時間程度でしたのでお伺いしました。
新しく建てられたばかりということで、外観からステキです。写真も自由にどうぞ~とのことで、ありがとうございます!!

この床!オイルとかを溢してもサクっと拭けるやつです。
広い作業スペースといい、奥には高級な二柱リフトが据え付けられていました。こういうとこでクルマのメンテ出来たら最高だろうなぁ。。
いやいや、会社でメンテさせてもらって溶接もさせてもらって、十分すぎる環境なんですが。

アルミの角パイプを溶接して組み上げて、キッチンカーのフレームにするんですね。
これが鉄だと重すぎて据え付けも大変ですし、移動販売車ですから燃費も考えると軽く作っておくに越したことはありません。

実際に使う材料をその場で切ってもらい、溶接テストピースとして使うことに。
溶接機はWT-TIG200Sをお持ちしました。
右側に大きいTIG溶接機がありますが、並びの左側が不調の物。150Aまで上げても、アルミ板厚2mmの角パイプが溶けなかったそうです。それは。。いくらなんでもおかしいですね。
大きさ的にはWT-TIG200Sの8倍ぐらいありそうでしたが、昔はこんな大きかったんですね。

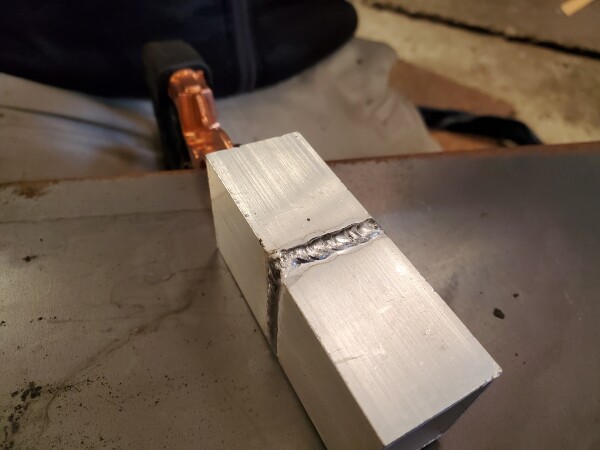
念のため試しに溶接させて頂きましたが、70A程度で十分溶け込みました。2mmだと普通はそれぐらいで十分溶けるはずです。
何も考えずに内から外に行ってしまったので、むしろ角は溶け落ちかけてるぐらいです。

一通り使い方をご説明して試された後、その場で購入頂きました。お買い上げありがとうございます!!
保証が付いているのと、コスパの良さが良いですねとのことでした。

長崎方面に行くのは久しぶりでしたが、以前は有料だった区間が無料になっていました。
また、お昼は道の駅でブリ丼を食しました。大盛りでも600円でした。美味しいし安い!!
海が近いだけあって素晴らしいですね(´∀`*)ウフフ
WT-TIG200S、液晶パネルがあるので操作方法が分かりやすいです。
普段からTIG溶接をメインとしてはやっていないが、職業柄たまに溶接もしないといけない…といったライトユーザー様や、初めてTIG溶接にチャレンジしようと思っていらっしゃる方に最適です。
工場等でハードに使用する場合は、水冷トーチが使えるWT-TIG320Sがオススメです。
今回使用した溶接機はこちら
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
TIG溶接機の納品及びデモに工場と工務店さんを回ってきました。
2023年02月13日
こんにちは。
最近、ありがたいことに新機種のお問い合わせを多く頂いており、デモ記事が溜まっています!
まずは、納品及びデモに2組様まとめて行ってきましたので、ご紹介させて頂きます。
まずは若松区の工場さんです。
とても大きい会社さんで、社内の設備保全に使用するとのことでした。
広範囲の補修にはサブマージアーク溶接機(初めて見ました!デカい!!)を使うが、細かい物の補修で使うつもりだそうです。
補修する対象物を拝見させて頂きましたが、人よりも大きくて簡単にサブマージアーク溶接機(巨大旋盤のような形状です)にセットできる感じではなさそうでした。
確かにちょっとした補修なら、手元で完結させたいですよね。
デモ機はWT-TIG200Sです。
一応WT-TIG200も持参したんですが、用途的によりハイスペックなWT-TIG200Sでご説明することに。

現場の溶接工の方に試してもらいましたが、所作が慣れてる感じです。
溶接機の設定のみ簡単にお伝えし、あとは実際に試していただきました。

厚い鉄板でしたが、ちゃんと溶け込んでますね。
軽く溶接して「今のところ何も問題ない。全然普通ですね」と。プロの方は判断が早いので助かります(笑)

アルミも試して頂きました。近いうちに連絡を入れますとのことでした。宜しくお願いいたします!!
使うときは厚板相手になることが多いとのことでしたので、今回は持っていきませんでしたが、よろしければWT-TIG320Sもご検討くださいとお伝えし、次のデモ現場へ。
→後日、WT-TIG200SとWT-TIG320Sの見積り依頼を頂きました。近日注文しますとのことでした。ありがとうございます!!

次のデモは工務店さんです。こちらはTIG溶接が初めてとのことでしたので、ちょっと遠いんですが可能であれば使い方を教えてもらえれば助かりますとのことで行ってきました。
ただ、この日はまぁまぁ風があることもあって、ガスが飛んで溶接部が汚くなってしまいます。もちろんそれは把握されており、後日パテーションを設置しますとのことでした。

こちらも一通り説明後、実践していただきました。
家屋の外に溶接スペースを作って作業予定とのことで、外に出しっぱなしにしておくわけにはいかないが、軽くて持ち運びやすそうだったのもいいですねと仰られてました。
片手で余裕で持てるぐらい軽いので、ポータブル機としても最適です。

鉄のアングルナメ付けです。バッチリですね!!

用途は工務店さんらしく、ちょっとした金物の補修等で使いたいとのことでした。
熱心に練習されていました。個人的にもやり出したら止まらないタイプなので、その気持ち分かります(‘ω’)ノ

今回は北九州~行橋と回ってきましたが、デモの可否はタイミングもございますのでご了承ください!
もちろん、弊社に来店頂いてのデモも可能ですので、デモご希望の際は一度ご連絡ください。
今回使用した溶接機はこちら

自動車整備工場様にプラズマ切断機WT-60をデモ&納品をしてきました!
2023年01月25日
こんにちは!福岡本社です。
自動車整備工場を営まれてある客様より「プラズマ切断機」を試してみたいということで、デモ&納品に行ってきました!
お客様は以前TIG溶接機もご購入いただいております!続けてありがとうございます。_(._.)_
プラズマ切断機は切る物の厚さによって機種を変えることをおススメします。
切断するものが・・・・
10mm以下が多いのであれば→WT-60
10mm以上が多いのであれば→WT100S
がおススメです!
今回は切る物は厚くても6mm前後ということでしたので、WT-60を持ってお伺いしました。
まずはセッティングをします。

電源、エアーレギュレーター、トーチ、アース等を接続します!
あとは、実際に切断してみます。


火花が抜けるのを確認しながらゆっくりトーチを送ります!
火花が跳ね返ってくるとチップ、電極の消耗が早くなってしまいます。

綺麗に切ることができました!
切る際は周りに火花出るので、燃えるものが無いか安全確認を行って切断を行ってください!
アース線は直接切る物につけるか、鉄板のような電気が通る物につけて母材と通電するようにしてください。
お客様はすごい簡単に切れるね!もっと早く買えばよかった!とおっしゃられていました。
ということで、ご購入もしていただきました!ありがとうございます(*´▽`*)
母材に塗装などがされている場合は通電しにくいので、グラインダーなどで塗装を削ってアースを取ってあげてください。
最後に消耗品の交換時期や交換方法などをお伝えして無事終了しました!
これから使用するにあたって何かご不明な点が出てきましたらお気軽に
お問い合わせ下さい。
ご購入、撮影の協力ありがとうございました!
弊社のプラズマ切断機はこちら

溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
車屋さんにTIG溶接機とプラズマ切断機を納品、デモに行ってきました。
2023年01月19日
こんにちは。
昨年より新発売のSシリーズ2機種を、車屋さんに同時購入頂きました。
既に半自動はお持ちでしたが、TIGは初めてとのことでしたので、納品/取説に行ってきました。
今回は久しぶりの鹿児島遠征でしたので、気合を入れて(?)行ってきましたが、朝から渋滞にハマってしまいました。
全然進まず。。。普段であれば15分程度で通過する大宰府ICなんですが、この時点で1時間以上。先は長い時に限って運悪いなぁ。。

早めに出てたので、何とか遅刻せずに到着しました。
今回納品したTIG溶接機WT-TIG200S(手前)とプラズマ切断機WT-100S(ダンボール入り)です。同時購入ありがとうございます!
プラズマ切断機は前使ってたので、経験のないTIG溶接の方を教えてくださいとのことでした。

いつも通り、一通り説明したあとに私が溶接させてもらい、続いてお客様に試していただきます。
まずはアルミTIG溶接です。溶接棒を入れるので難易度が高いです。

こちらはAUTOモードで溶接して頂きました。材質:アルミ、板厚:2mmと選択するだけです。
全然大丈夫ですね。
続いてステンレス板のナメ付けです。こちらは個別設定にてパルス設定を試してもらいました。
持って行った端材が小さくて熱の逃げ場があまりないのもあるんですが、ステンレスはすぐ酸化してしまうので、個人的にはパルスがキレイに仕上がります。
上手な職人さんから言わせると、ヘタクソが使うらしいです(笑)
私は職人さんのレベルには到底達していませんので、何と言われようがパルス使います(笑)(笑)

おぉぉ。。初めてやってこの出来栄え。。。嫉妬するレベルです(最近毎回言ってる気がします)。
教え方が上手い?のか機械が良い?お客様のセンスが良い???カーショップの方々は、溶接に慣れるのも非常に早い気がします。
いづれにせよ素晴らしいですね(´∀`*)ウフフ

これでようやくTIGれると喜んで頂きました。ありがとうございます!!
弊社の溶接機/切断機について何か気になる事があれば、お気軽にお問い合わせください。


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


