マイクロTIGユーザー様の依頼で板厚1.2mmと10.0mmの溶接サンプルを試作しました。 | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























マイクロTIGユーザー様の依頼で板厚1.2mmと10.0mmの溶接サンプルを試作しました。
2021年10月19日
こんにちは、関東営業所の磯部です。
今回は、マイクロTIG溶接機<WT-MTIG250>を購入されたお客様からの依頼で、
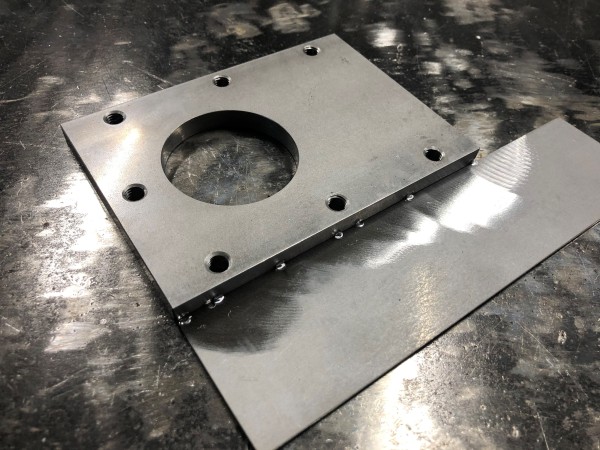
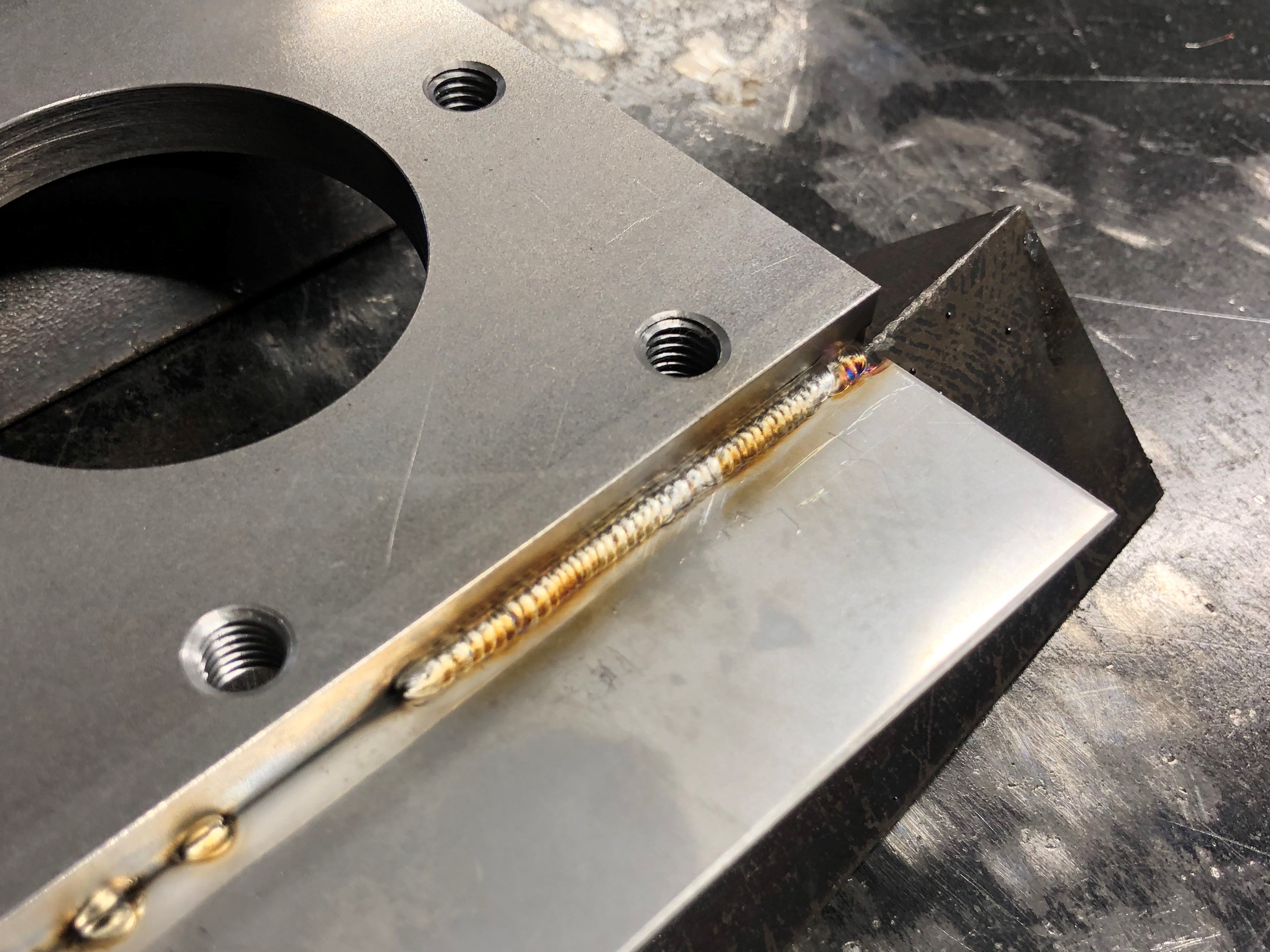
薄板1.2mmと厚板10mmの溶接サンプルを試作してみました。
何かの液体を入れるタンク(肉厚1.2mm)に蓋を取付けるための鋼板(10mm)を溶接したいそうです。

厚板10mmに対して薄板が1.2mmと凄く薄いので、通常のTIG溶接では薄板が溶け過ぎてしまい
難しいですね。そこで、マイクロTIG溶接だと如何なの?という事で試してみました。
先ずは仮付けからですが、仮付けだけなら慎重にならづ気楽に溶接できます。
と、思いましたが、あれ!いつもの様に上手く着かない。やはり厚板が10mmもあるので
思うようには溶けてくれませんでした。
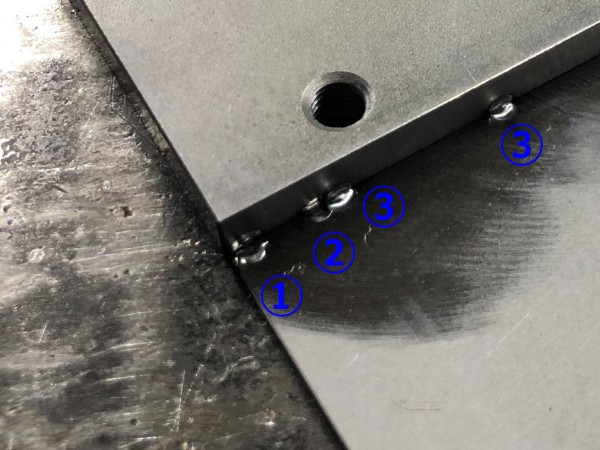
① 一発目の設定は取り敢えず溶接電流を250A、溶接時間を100ms(0.1秒)にしてみましたが、
時間が短かったせいか厚板の方が溶けきれず、薄板だけが溶け落ちてしまったようです。
厚板の表面を確実に溶かして薄板に落とさないのいけないで、時間を②150msから③200ms
まで上げてみると上手く着きました。
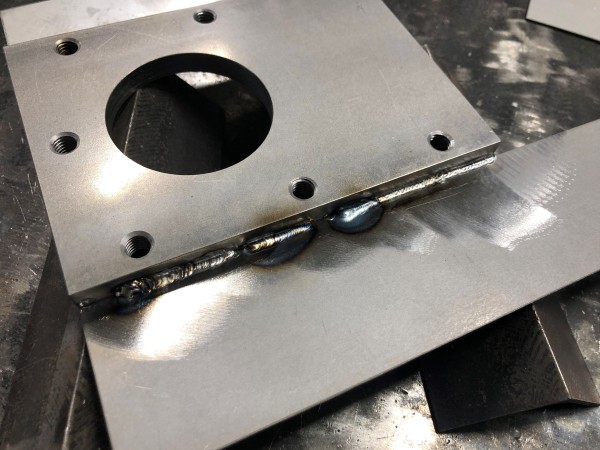
それでは、本付けにまります。
設定は、仮付けで条件出しした250A/200msでいきます。
① 最初は様子見のため″手動モード″で溶け込みを確認。 良さそうです!
② 溶接条件さえ決まれば、あとは楽々便利な″パルス(自動)モード″に切替え速度を3Hzにして溶接しました。 ここまでは、まずまず良い調子です!
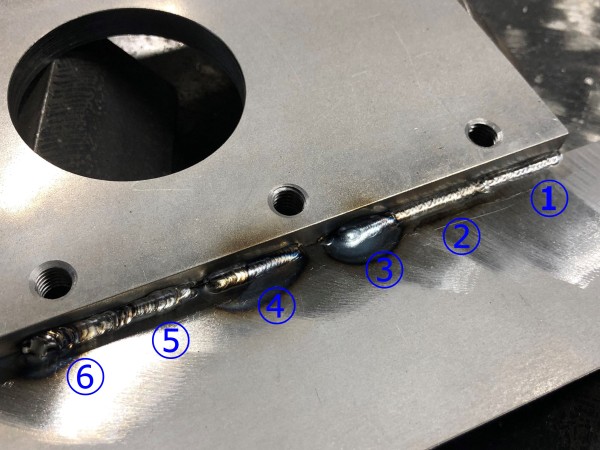
そこで、溶接強度を少しでも高くしたいとのご要望で、ビード幅(脚長)を広くしてみます。
③ ″パルスモード″の周波数を上げればもっと溶けるので、10Hzと極端に上げにてみましたが… あきらかに溶け過ぎです!(上げ過ぎ!)
④ そのため5Hzまで下げました。 まずまずです。
そして、更に強度を高くするために溶接棒を入れてみることにしました。
⑤ 溶接棒 Φ1.0では、細すぎて棒だけが先に溶けて先端が丸まってしまい上手くいかず…
⑥ 今度は太くして Φ1.6(Φ1.2が無かったので)では、逆に棒が太すぎて溶けきれず…
お客様に「Φ1.2mmの溶接棒が有れば上手くいくはず~~~ 残念ですが今は無いので…」と
説明すると、「ここまで出来れば十分 ! 」と、合格をもらいました 。
そしてそして、最後の最後に薄板をステンレスに変えて試して欲しいと頼まれました。
鉄とステンレスでの溶接条件は、さほど変わらないので難なく上手くいきました。
やっぱりステンレスは焼けないとキレイですね、満足!
さすが、マイクロTIG溶接機です。こんな難題な薄板溶接には最適です!
弊社溶接機のご購入の検討に際まして、このような溶接トライも行いますので、
ご要望がありましたら、弊社にご来店頂くか溶接サンプルを送って頂く、又は
近郊であればデモにお伺いいたしますので、何なりとお問合せ下さい。
今回使用した機種の詳細はこちらよりご覧になれます。
・マイクロTIG溶接機 WT-MTIG250
(クリックすると別ページに表示されます)


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


