最新情報 アーカイブ | 20ページ目 (24ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























久留米の会社様にプラズマ切断機及びTIG溶接機のデモに行ってきました。
2019年08月27日
こんにちは。
以前、弊社のTIG溶接機WT-TIG200をご購入いただいた会社様から、プラズマ切断機も気になっているので、もしよければまたデモに来てもらえませんか?とのお問い合わせがあり、お近くでしたのでお伺いしました。
お持ちしたのは、こちらのWT-100で、エアーと三相200V電源があれば厚み20mm弱まで切断可能です。

試し切りの端材はこちらの鉄板で、厚みは10mm程度といったところでしょうか。

私が使い方の説明を兼ねてデモさせていただいた後、お客様にも使っていただきました。
お伺いしたところ、以前担当してくださった課長さんが別の方に変わられており、ちょっと厳しめの方かな?と、若干プレッシャーを感じていました。
実際に切断作業を始めると、「速いね!」「おぉー」と作業員の方から声が上がり、課長さんもニッコリでした(笑)

10mmなので、特に難しいことなく切断可能です。

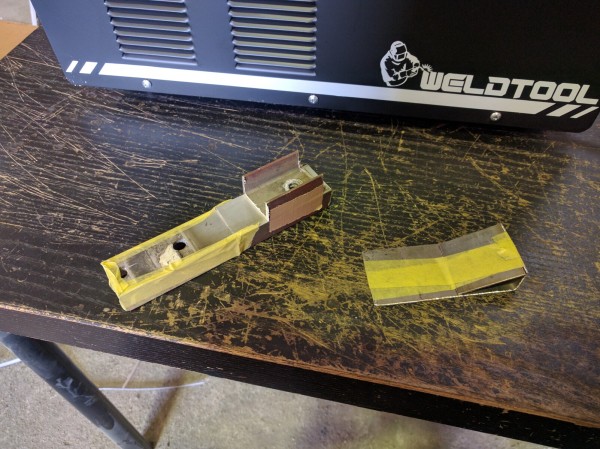
また、こちらはバケットのツメ部分になりますが、ツメの交換をする際、板部分に溶接されている箇所を剥がす必要があるとのこと。
今回、本体をガウジング向けに仕様変更していなかったのですが、似たようなことはできるので、プラズマガウジングの方も試してみました。

例によって、私がデモさせて頂いた後、試してもらいました。

ガウジング仕様ではなかったため、奥までえぐるような作業痕になってしまいましたが、溶接個所はガウジングで剥がれているのが確認できました。
本体及び消耗品の仕様変更にて、もう少し広範囲を吹き飛ばすような方向にセッティングできます。

その後、以前購入したTIG溶接の方もアドバイスお願いしますとのことでした。
左奥に見えるのがWT-TIG200で、とりあえず溶接機の冷却ファンからの風がいい感じに直撃していました(笑)
TIG溶接はアルゴンガスによる大気からのシールドが大事ですので、溶接機の設置場所は検討しなおした方が良いかもしれませんとお伝えした後、説明→テスト溶接させてもらいました。

窓の下に、練習の後が大量に。
TIG溶接は作業者の腕が仕上がりの9割方占めますので、練習大事です。
私もプロの方からすれば全然なので、偉そうなことは言えないんですが。

以前お会いしたのは3か月ぐらい前だったかと思うのですが、お上手ですね。
危うくデモに行ったこちらが恥をかくとこでした(笑)

プラズマ切断の場合、ガス切断機と違って使い方が簡単(アースクリップを母材に挟み、切りたい所の上でトーチのスイッチを押すだけです)な事もあって、複数名で切断作業に当たる場合、作業を一人一人が時間をかけて覚える手間もかからないので、良いかと思います。
弊社の切断機、溶接機に関してご不明な点がありましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
WT-TIG200をご検討中のお客様から、溶接テストのご依頼がありました。
2019年08月08日
こんにちは。
WT-TIG200をご検討中のお客様からお電話をいただきまして、溶接したいものがちゃんと溶接できるかどうか、試してもらえませんか?とのことでしたので、端材を送ってもらってテスト溶接することにしました。
ステンレスの板とアルミのチャンネルですね。
送ってもらった通りに溶接していきます。

まずはステンレスの方から溶接しました。
板厚は1.5mmぐらいです。ちょっと酸化気味ですね。。。

こちら側は穴が空いてしまいました。。。我ながらヘタクソですねぇ。。。

講釈垂れながら無様に失敗した、ヘタクソな動画も上げておきます。。
厚み1mm以上あれば、普通は失敗しないんですが…ちょっと油断していました。
板と板の隙間が思ったより空いていたんでしょう。。溶接機を販売している一社員として、精進します。
気を取り直して、アルミの方も溶接していきます。
溶接個所の塗装、塗装されていなかったとしても透明なアルマイトがかかっていることがありますので、グラインダーをかけておきます。
また、母材と定盤が接触している部分(裏側部分)も、通電するようにグラインダーで地肌を露出させています(アルマイトかかっているとちゃんと通電せず、溶接が安定しないことがあります)。

こっちは上手くいきました(ほっ)。
巷ではアルミは難しいと言われていますが、慣れたらアルミの方が簡単なような…いやホントにです。

上手くいった方の動画もご覧ください。笑
まぁそれでも、プロの方からすると全然だとは思いますが。
今回はステンレスの薄板とアルミCチャンの溶接テストでしたが、弊社の溶接機をご検討中のお客様で、何か気になる事がございましたら、お気軽にお電話ください。
ケースバイケースですが、テスト溶接も物によっては可能です(上のように失敗する可能性もありますので、ご了承ください。)。
株式会社WELD TOOL 092-834-2116
大学の自動車部にTIG溶接機と半自動溶接機の使い方の説明と納品に行ってきました。
2019年08月06日
こんにちは。
近所の大学の自動車部の方から、溶接機の購入ついでに使い方を教えてもらえませんか?とのご連絡をいただきましたので、お伺いしました。
何でも学生ジムカーナ大会やドリフトなどに出場されているとのことで、見た事ある車があったりして、個人的にも興味がありました。

今回、車の修理や改造に使う溶接機を一通り見積もってほしいとのことでしたので、半自動溶接機のWT-MIG160とTIG溶接機のWT-TIG200をお持ちしました。
それぞれ、パイピングの作成やアーム類の溶接補修、板金修理やスポット増し等、用途に応じて使い分けることで、この2機種があれば大体の事はできるかと思います。

溶接は初めてとのことで、テスト用の端材としてこちらの不要ロアアームを切った物を溶接し直すことに。
ドリフトでは定番の、ロアアーム延長加工ですね。

電流値の調整も兼ねて、溶接させてもらいました。薄いので、以外と簡単に溶け落ちます。

お客様にも試して頂きます。
ちょっとだけだったので半袖でやってますが、本当は長袖着用でやった方がいいです。
翌日肌が真っ赤になって、人間が溶接焼けしちゃいます。。。

続いて半自動の方も試していただきましたが、さすがにこっちはスパッタが飛んでアッツアツなので、作業着着用してもらいました。

車関係の場合、TIGは各種パイピングやキレイに仕上げたい箇所に向いています。半自動は板金加工やロールバーの取り付けといった感じで、溶接機の使い分けで仕上がりや強度は全然変わってきます。
ご検討中のお客様で、何かご不明な点がございましたら、お気軽にお問い合わせください。
株式会社WELDTOOL 092-834-2116
解体・スクラップ屋さんへエアープラズマ切断機WT-100のデモ&納品
2019年07月02日
福岡県内のスクラップ屋さんよりプラズマ切断機のデモ依頼がありましたので訪問しました。

解体作業に現在はガス切断を使っているが知り合いの業者がプラズマ切断機WT-100を使用していて、是非うちも試してみたいとのことで連絡されたとのことです。
とくにステンレスの解体はガス切断では厳しいので苦労しているとのことで試しにステンレスの端材を試し切りしました。
厚みが5mm程度でしたが、サクサク切れたので”これはすごいね~”とびっくりされていました。

注意点として、電気が通らないと切断できないので、錆がひどかったり、塗膜が厚かった利する場合は表面をグラインダー等で削る必要があります。という説明をして、ちょうど錆びた鉄のフラットバーがあったので試しにそのまま切ってみると意外とすんなり切れました。少しのサビであれば通電するので切断可能です。
他にもいくつか試し切りをして、是非購入したいと即決いただきました。
また、注意点としてとくにこの時期、エアーコンプレッサーのドレン抜きはまめに行うよう、お伝えしました。レギュレーターにも水分除去のフィルターは付いてはいますが限界があるのでドレン抜きせずに使っていると水分がホースをつたってトーチの先端まで到達し、アークが発生しない原因になります。
今回のようにお客様からの紹介で購入いただくことも増えており、とてもありがたい限りです。

プラスチック製品の会社へパルスミグ溶接機WT-MIG225ALのデモに行ってきました。
2019年07月01日
こんにちは。
アルミの溶接が、比較的簡単にできるという事で、最近デモにお伺いする機会が増えているWT-MIG225ALですが、今回はプラスチック部品を作られている会社様に行ってきました。
何でも、製品を作るための型が壊れてしまったりするので、現在もTIG溶接機で補修しているが、使える人が限られているため、簡単に修理したいとのことでした。
とりあえずテストで、アルミ材を溶接してみることに。

社長の方から簡単に使い方の説明をさせてもらっています。今回もスプールガン仕様にてお持ちしました。
こちらはワイヤー供給が手元のガンに内蔵されたモーターで行われるため、トーチ長さの制限(トーチ内部の抵抗によるワイヤー折損)が無くなり、溶接機本体をわざわざ動かさずとも、トーチを持ったまま動けるメリットがあります。
また、ワイヤー送りの抵抗がほとんどない為、ワイヤーの送給が安定し、特にアルミの溶接はとてもやり易いです。
スプールガン仕様のWT-MIG225ALは288,000円にて近日販売予定となっております。

後は実際に溶接をテストしまして

お客様にも試していただきました。

こちらのお客様は溶接自体はほとんどされたことが無いとのことでしたが、「思ったより簡単ですね!」と仰られ、他のお客様にも「良いね!買おう!(笑)」と好評いただきました。
特に、TIG溶接の経験があるお客様は、溶接のスピードが速いと口を揃えて仰られており、溶接個所が多い場合などでは特にオススメです。
こちらの溶接機に関する事で、ご不明な点などございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
学校にWT-225ALのデモに行ってきました。
2019年06月06日
こんにちは。
溶接機が老朽化で壊れたので、良い溶接機があったらデモしてほしいとのお問い合わせ頂き、とある学校に行ってきました。
今回、アルミのパルスミグ溶接が気になるとのことでしたので、WT-MIG225ALを持っていきました。
ちなみに、写真左上に写っていますが、最近テスト中のスプールガンが使い勝手が良かったので、スプールガン仕様でお持ちしました。

アルミ板の隅肉溶接を行います。板厚は2mm程度です。

短いんですが動画を撮りました。
お客様にも試して頂きましたが、「早いし簡単だね!」と好印象でした。
溶接スピードが速すぎて、TIGに慣れている方の場合、逆にトーチ送りが間に合わなさそうです(笑)

最高にキレイに仕上げたいならTIGなんでしょうが、とにかく楽に素早く溶接したいなら、パルスミグがお勧めです。
条件が整った状態で上手くいけば、わずかに細かいスパッタが付着するのみで、TIGに近い外観にもなります。
もちろん試して頂く必要はありますが、本体で触るところは板厚とアーク長設定ぐらいで、TIGほどの経験も神経質になる必要もありません。
ご不明な点などございましたら、お気軽にご連絡ください。
株式会社WELD TOOL 092-2005-2006
プラズマカッターWT-100のデモ(金属部品の解体、鉄板の切断)に行ってきました。
2019年05月30日
こんにちは。
本日、プラズマ切断のデモをお願いしますとのことで、福岡市の金属表面処理会社さんに行ってきました。
こちらは、鉄の製品にメッキをかけた物とのことで、手にとってみてもステンレスにしか見えない光沢がありました。

電源ブレーカーが20Aでしたので、出力を半分近くまで下げてテストしましたが、問題なく切断できました。

その後、お客様にも試していただきました。

ブレちゃってますが…冒頭のフランジはこんな感じで切れました。

参考までに、ガス切断箇所とプラズマ切断箇所の比較になります。
ガス切断した方は、切断箇所に溶けた金属がこびりついているのが分かります。
プラズマ切断の場合は、ガス切断のように余熱は必要ありませんので、ガス切断と比べてキレイに切断することができます。

今までは、鉄板を切る際、グラインダー+切断砥石で作業していたとのことでしたが、プラズマ切断の速さに喜ばれていました。
プラズマ切断機の事を知らずに、グラインダーでガリガリされている会社さんには、特にお勧めです。
三相200V電源とエアーコンプレッサーがあれば、すぐに切断開始できますので、気になる点などありましたらお気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
TIG溶接機WT-TIG200のデモに行ってきました。
2019年05月15日
こんにちは。
今回は久留米の会社様よりお電話があり、TIG溶接は経験が無く、できればデモに来てもらえませんかということで、行ってきました。
ちなみに用途としては機械に使っているパーツが金属疲労を起こして割れてしまうので、今までは近所の鉄工所に持ち込んで溶接してもらっていたが、毎回頼むのは申し訳ないので、できれば自分たちで補修したいとのことでした。
お邪魔したのはこちらのウィンズテック株式会社様で、主に鋳造関係の開発をされている会社さんです。

今回新たに社内で部署を立ち上げ、将来的には製造関係の仕事も受けたいとのことで、工作機械を設置中とのことです。

ボール盤や天井クレーン、定盤など…ご案内していただきました。

そうこうしている間に準備が出来ましたとのことで、WT-TIG200のデモ開始です。
私が一通り説明させていただき、実演した後に、社員の方々にも試して頂きました。

こういった機械関係の職場なだけあって、皆様興味がおありのご様子でした。
毎回思うんですが、職業訓練で教わった時もこんな感じだったので、懐かしいです。

デモから帰社後、お見積り→即日ご注文いただきました。ありがとうございました。
溶接は今まで外注に出していたという会社さんや、趣味の工作に使いたいといった個人の方など、溶接の経験が無い方々からのご注文も、最近ちょっと多くなったかな?と感じています。
お電話でのお問い合わせや、デモにお伺いした際などで「記事、見ました。ウチはこんな用途で使おうと思ってるんですが、どうですか?」といった相談もあり、記事にして良かったなと一社員としてありがたく思いますし、やりがいも感じています。
溶接機の選定など、ご不明な点がありましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
パルスミグ溶接機WT-MIG225ALのデモに行ってきました。
2019年05月14日
こんにちは。
今回はパルスミグ溶接機のWT-MIG225ALの実演を見てみたいという事で、大分県の海洋関係の会社様の所にお伺いしました。
潮風に晒されてもサビず、軽量なアルミは、マリン関係では使われる事が多いように感じます。
今まではTIGで溶接され、補修や修繕などされていたが、スピードが遅いので、今回自社のパルスミグ溶接機に目が留まったとのことでした。
こちらは初めてとのことでしたので、ワイヤーのセッティング等、基本的な事から説明しました。

用意して頂いたアルミ板を、とりあえず試しに溶接しています。

いい感じで溶接できたのを確認したところで(と、行っても板厚とスプレー移行のボタンを微調整するだけですが)、お客様にも試して頂きます。
皆さま興味を持っていただいたようで、一通りやっていただきました。

社長の熱い指導が入ります!笑

と、ここで縦向き溶接の依頼が。普段やらないやつなので、どうかなと思いましたが

スパッタの付着も少なく、しっかりと溶接できています。
縦向き溶接は、重力の影響をビードが受けますので、ぶっつけ本番はちょっと難しいやつです。

TIG溶接との比較として、スピードで言えば3倍ぐらいは速く溶接できます。
また、通常の半自動溶接機でアルミの溶接をしようとすると、スパッタの粒径が大きく、ビード周辺にダマがこびりついてしまいますが、パルスミグ半自動溶接機WT-MIG225ALであれば、スプレー移行(溶接ワイヤーを母材手前で溶かして、吹き付けるような溶接)や板厚の自動設定機能を使って、簡単にアルミの半自動溶接が可能です。
近県で都合が合えば、デモにもお伺いできます。
ご不明な点がございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
プラズマ切断機、半自動溶接機、TIG溶接機の使い方の件で来店がありました。
2019年03月31日
こんにちは。
溶接機、切断機の使う所を実際に見てみたいとのことで、3月は来店されるお客様が多数いらっしゃいました。
YouTubeにも動画を上げていますが、自分の用途に合っているのか実際に確認したい場合、お気軽にお問い合わせいただければと思います。
こちらのお客様は、半自動溶接機WT-MIG160と、プラズマ切断機WT-100を見てみたいとのことで、朝倉市からご来店されました。
土木工事や解体現場などで使用したいとのことでした。

使い方のご説明や、デモを行って、2台ともご注文いただきました。ありがとうございました。

こちらのお客様はTIG溶接機を使いたいとのことで、関西(!)からわざわざご来店いただきました。
何でも、溶接を教えてくれるところはそう無いので、コツなどを実演して教えて欲しいとのことでした。
用途としては、トラック関係の装飾品や、荷台の修理などで使うとのこと。

私自身、腕はホントに大したことありませんが、「来てよかった、ありがとう」と仰っていただいて、嬉しかったです。
WT-TIG200フルセットをご購入→お持ち帰りいただきました。わざわざ遠方からのご来店、ありがとうございました。

弊社の溶接機などをご検討中のお客様で、実際に使っている所を見てみたいといった場合は、ご来店いただいても構いません。
その際は、日程などを調整させていただきます(発送業務などがありますので、できれば14時以降がありがたいです)ので、まずはお電話にてお問い合わせのほど、よろしくお願いいたします。
株式会社WELD TOOL 092-834-2116


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


