最新情報 アーカイブ | 18ページ目 (23ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























2020年02月18日
こんにちは。
京都郡の建設会社様からTIG溶接機とプラズマ切断機のご注文を頂き、両方とも初めて使うとのことでしたので、使い方の説明も兼ねて納品しに行ってきました。
当日は天気が良く、最高のデモ日和(?)でした。

まずはTIG溶接機のWT-TIG200です。簡単に説明させて頂いてます。
こちらの機種はダイヤルやスイッチがたくさん付いている為、初心者の方だととっつきにくく感じるかもしれませんが、要点さえ押さえてしまえば設定はそこまで難しくありません。
後々、TIG溶接に慣れてきたらパルスを使ったりもできますし、コスパ最高だと思います。個人的にはイチオシ機種です。

お客様に試していただきました。
用意して頂いた鉄板は厚みが1mm程度しかなく、初めてでこれはキツイかな。。と思っていたのですが、ガス溶接は経験があるとのことで、とてもお上手でした。

続いてプラズマ切断機WT-100です。
こちらは使い方は非常に簡単で、コンプレッサーからのホースを繋いで、電源を入れて、アースを母材に挟むだけです。

厚み1mmなので簡単に切れます。
今回は薄板なのでサクサクでしたが、WT-100の場合、切断面が多少デコボコになっていてもスパークが継続したまま切れるので、オススメです。

今回の機種はこちら
2020年01月10日
こんにちは。
こちらの会社様には以前TIG溶接機WT-TIG200をご注文いただき、今回リピートになります。
その時は自社で破損した機械の修理に使うつもりで、溶接自体は未経験とのことでした。
その後、溶接に慣れてきたので溶接の仕事も請け負うことになったとのこと。WT-TIG200では役不足なので、上位機種のWT-TIG315を2台まとめてご注文いただきました。

以前お伺いした際は無かった溶接ブースができていました。
奥ではかなりの大物をバリバリ溶接されており、とってもお上手でした。もう抜かれた気がします(笑)

この度はありがとうございました。株式会社WELD TOOL
2019年12月13日
こんにちは。先日、福岡県の運送会社様にパルスミグ溶接機WT-MIG225ALを納品させていただきました。

こちらのお客様は2016年にプラズマ切断機を購入いただいており、今まで使用していた
半自動溶接機が故障したとのことで今回、弊社のパルスミグ溶接機WT-MIG225ALを購入
いただきました。
連絡をいただいた時点ではどの溶接機にするか決まっておらず、メインは鉄の溶接で、
アルミやステンも溶接できるやつがいいのことで、WT-MIG225ALを提案しました。
溶接機をお持ちしますので実際に使ってみて判断して下さいとのことで、後日訪問。

トラックを約20台所有しており、自社で整備等もしているとのことでした。
早速、溶接機を準備して炭酸ガスを接続し、アングルでテスト溶接していただきました。
当初からの要望でトーチケーブルは長い方がいいとのことで、スプールガンを使用。
長さが10Mあり、取り回しもしやすいと好評でした。
ただ、狭い部分の溶接は少しやりづらいので、そこは通常のMIGトーチで対応してもらう
ことに。

鉄のアングルやアルミ、ステンレス、一通りテスト溶接し、問題ないとのことでそのまま
購入いただきました。

こちらの写真はトラックの架台に角パイプを組み合わせて溶接した部分の写真です。

今回納品させていただいた溶接機の詳細はこちら→パルスミグ溶接機WT-MIG225AL
軟鋼(鉄)の場合(厚み約0.6~8mm程度)、アルミ(約1~10mm)が溶接できます。
使用できるワイヤーは下記の通りです。
スプールガン(軟鋼:Φ0.6/0.8、 アルミ:Φ1.0)
標準トーチ(軟鋼Φ0.8/Φ1.0、 アルミ:Φ1.0/Φ1.2)
他、不明な点がございましたらお気軽に問い合わせ下さい。
2019年12月05日
こんにちは。
以前もプラズマ切断機WT-100を購入頂いたお客様から、TIG溶接機も購入したいというお電話を頂き、同県内でしたので簡単な説明も兼ねてお持ちしました。
用途としてはトラック関係の架台製作に使うとのことで、写真で言うとタイヤの間のパテ埋めしてある箇所です。
ちなみにこのトラックは写真では小じんまり写っていますが、近くで見ると相当大きく感じ、排気量はなんと11,000ccとのこと…これでも小さくなった方らしいです。

TIG溶接機はこちらのWT-TIG315を持っていきました。
三相200V専用、最大出力315Aです。

溶接にも慣れておられる感じで、溶接のやり方については説明不要で、溶接機の設定だけ簡単に説明させて頂きましたが、これいいね!全然OK!とのことでそのまま納品させてもらいました。ありがとうございます。

トラック関係だと、ステンレスやたまにアルミも溶接するとのことでした。
また、仮止め点付けだけ半自動で終わらせて、ビード自体はTIGでキレイに引く事もするようです。
今回のTIG溶接機はこちら:WT-TIG315(三相200V/溶接電流最大315A)
パルス設定や直流/交流の切り替えが可能です(仕様は上記リンク先にてご覧ください)。
溶接機に関するお問い合わせはお気軽にどうぞ。株式会社WELD TOOL
2019年11月27日

こんにちは。
昨年から販売しておりますパルスmig溶接機WT-MIG225ALですが、
徐々に認知され、少しずつ販売数も増えてきました。
昨日も別々のお客様ですが、1台ずつ注文がありましたので点検、発送しました。

<出荷前の点検、溶接テスト>
1台ずつ、アルミワイヤーをセットし、アルゴンガスを接続して実際にアルミ板を
溶接します。
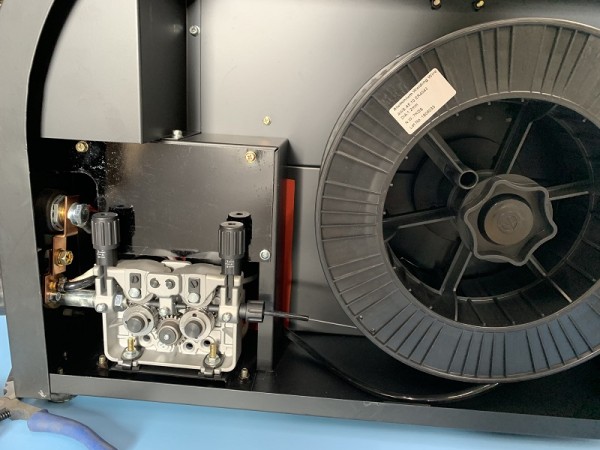
送球ローラーが2つ付いているのでワイヤー送りも安定しています。

2台とも溶接テストし、問題なく梱包、発送しました。
WT-MIG225ALはアルミ溶接が可能な半自動(パルスmig)溶接機です。
アルミ溶接は通常、TIG溶接機を使用しますが、溶接個所が多い場合や長い距離を
溶接する場合等はこちらのパルスmig溶接機の方が断然楽にできます。
また、スプールガン仕様は作業性が良く、オススメです。
2019年10月31日

こんにちは。
以前もやってしまったことがあるのですが、またやってしまいました。
昨日、TIG溶接の光を溶接面無しで見てしまい、昨夜寝るころに目がごろごろしだし、
涙が止まらなくなり、しばらく眠れず、枕を濡らしました( ;∀;)
別に悲しいわけではありません(笑)
具体的に言うと溶接の光を直接見たのではなく、溶接しているところをカメラで撮ろうと
試行錯誤してたら溶接面無しで溶接の光を浴びてしまった(けっこう近くで)という感じです。
自分としては溶接の光を直視してはいないので、そこまでまぶしくはなく、大丈夫だろうと油断してましたが全然ダメです。
眼科に行ってきましたが眼球がキズだらけになっているとのことでした。
処方された目薬で修復するとのことですが、今後は十分に気を付けたいと思います。
皆さんも溶接時は必ず溶接面などの保護具をしましょう。
2019年10月09日
こんにちは。
最近、電話で溶接機の修理はできませんか?等の問い合わせが増えています。
詳細を聞くと、他社で購入された溶接機で、他に使い方を教えてという電話もあります。
ついでに言うと説明書を売ってくれとの問い合わせもあります。。
結論から言うと弊社で購入した溶接機以外の修理やサポートは行っておりません。
本日も、2~3件そういう電話があり、なかには切れ気味で開口一番、「TIG220Pを使ってるんだけど全然アーク出ないんだけどぉ!!」と。。。
おそらくオークションか何かで買って壊れたのだと思いますが、その機械は弊社では販売しておりません。購入したところに電話して下さい。
と伝えると、「ネットで買ったから知らないんだよ」と。。。
弊社も少人数でやっているので他社で購入された商品のサポートまではできません。
溶接機やある程度高価なものを買う場合は購入後のことも考えて保証が付いてるか、問い合わせ先の電話はつながるか等、確認して購入することをオススメします。
弊社で販売している溶接機・切断機は全て1年保証が付いており、万が一故障した際は弊社へ連絡・発送いただき、到着後1~2日で修理・返送致します。
他、使用方法等についても説明書が付いておりますが、電話でも対応しております(平日9時~18時)
2019年10月02日
こんにちは。
現場敷板のリース会社さんが、プラズマ切断機WT-100のデモ希望でご来店されました。
敷板のはつり作業や、切断をデモさせていただきました。
建設現場などで使われている敷板(鉄板)です。厚み20mm程度あります。

まずは当店の社長の方が切断テスト中です。

プラズマ切断のコツとしては、下にスパークが抜けているのを確認しながら、慎重にトーチを送っていく必要があります。
スパークが抜けていないのに、トーチを早々と送ってしまうと、切断できていませんしチップやカップといった消耗品の劣化も早まります。

こんな感じで穴が空きました。
厚みが20mmと分厚いので、トーチはゆっくり送る必要があり、コンプレッサーの容量的に小さい穴となっています(エアー圧力低下が早い)が、切断自体は可能です。

続いて、お客様にもプラズマガウジング作業を試してもらっています。

溶接されていた鉄板を剥がすことができました。お客様も「速いね!」と、手ごたえを感じていただけたご様子でした。
遠方よりご来店いただきまして、ありがとうございました。

今回は厚みが20mmだったんですが、厚み10mm以下になってくると、電源さえ取れればガス切断機等よりも簡単に速く切れる事が多いです。
ガスも使わない(コンプレッサーからのエアーのみ)ので、ランニングコスト面でも有利です。
ご不明な点等ございましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116
2019年09月04日
こんにちは。
先日、福岡県のとある大学へTIG溶接機と半自動溶接機のデモに行き、その後2台ともご注文頂いていたのですが、「溶接のやり方を忘れたので助けて下さい!」的なお電話を頂きました。
普段は何度もお伺いするのは時間的に難しく、何にでもアドバイスできるほどの知識も技術も無いのですが、筆者の趣味と同じく車関係の使用用途でしたので、多少は役に立てるかな?と思ったのでお伺いすることにしました。
というか、「個人的に助けて下さい!」とまで言われたので、しょうがないなぁ…的な感じで先輩面しに行ってきました。(笑)
到着し、解体された車があったので、これに何か溶接したいのかなーと思ってましたが

とりあえず作業台を作りたいとのこと。
材料はウチのHPを見て揃えました!とのことだったんですが、何か全体的に弱そうな気が?
肝心の天板は、ミリとセンチを間違えて発注して、フラットバーになってたり…wまぁ慣れてないあるあるですねぇ

とりあえず代わりに買ってこられていた天板は、在庫品が薄い物しかありませんでしたとの事でした。
そのままの大きさで使うのは現状ある材料だけでは強度的に厳しそうだったため、小さく切断することにしました。
グラインダーだとやはり時間がかかりますね。

アングルを切ってもらってます。
グラインダーの使い方とかもアドバイスしました。細かいんですが、理屈を分かってると作業自体も楽に早くできるようになりますし、事故ってからでは遅いですからね。
ちなみに写真はアドバイス前の物です。

3人で交代してグラインダー+切断砥石で鉄板を切りました。
厚み2mm程度、切断長さ600mm?とかでしたが、20分ぐらいガリガリやってたと思います。(笑)
切断砥石もかなり小さくなって、これを毎回はやってられないですね。この厚みなら、プラズマだったら10秒なんですが。

いくらなんでも10秒は言い過ぎでしょーと思ったあなたのために、プラズマ切断機WT-100で切った動画も貼っておきます。
こちらは厚み3mmのアルミ板なんですが、それぐらいの厚みであれば鉄やステンレスでも同じように切れます(最大20mm弱まで切断可能)。確か800mmだったと思いますが、大体15秒ですね。
材料が揃い(?)ましたので、溶接開始です。
こちらはアングルと天板となる鉄板を、半自動溶接機WT-MIG160を使って溶接しています。
写真に写っているのは、TIG溶接機のWT-TIG200ですが。

続いて、TIG溶接です。WT-TIG200を使っています。
同じ個所なんですが、TIGの場合は半自動よりも精密なトーチさばきを要求されますので、こういう体勢じゃやりにくいです。

他にもアングルで枠を組んで剛性を上げたり、足に筋交い的なサポートを付けたり等、することはあったんですが、9時を回っていたので当日はこの辺で終了です。
この後、「ありがとうございました、焼肉食べに行きましょう!」とお誘いいただきました。時間が遅かったためご遠慮させていただきましたが、嬉しかったです。
昔、友人と遅くまでバイク弄りをしていたのを思い出しました。こういうのいいですねぇ(笑)
正直、毎回こうやってお伺いする訳にはいかないのですが、弊社の溶接機、切断機をお買い求めのお客様には、電話やメールにて分かる範囲内にはなりますがサポートさせていただきます。
株式会社WELD TOOL 092-834-2116
車、バイク関係のご相談であれば、担当:古賀 までお気軽にどうぞ。
2019年08月27日
こんにちは。
以前、弊社のTIG溶接機WT-TIG200をご購入いただいた会社様から、プラズマ切断機も気になっているので、もしよければまたデモに来てもらえませんか?とのお問い合わせがあり、お近くでしたのでお伺いしました。
お持ちしたのは、こちらのWT-100で、エアーと三相200V電源があれば厚み20mm弱まで切断可能です。

試し切りの端材はこちらの鉄板で、厚みは10mm程度といったところでしょうか。

私が使い方の説明を兼ねてデモさせていただいた後、お客様にも使っていただきました。
お伺いしたところ、以前担当してくださった課長さんが別の方に変わられており、ちょっと厳しめの方かな?と、若干プレッシャーを感じていました。
実際に切断作業を始めると、「速いね!」「おぉー」と作業員の方から声が上がり、課長さんもニッコリでした(笑)

10mmなので、特に難しいことなく切断可能です。

また、こちらはバケットのツメ部分になりますが、ツメの交換をする際、板部分に溶接されている箇所を剥がす必要があるとのこと。
今回、本体をガウジング向けに仕様変更していなかったのですが、似たようなことはできるので、プラズマガウジングの方も試してみました。

例によって、私がデモさせて頂いた後、試してもらいました。

ガウジング仕様ではなかったため、奥までえぐるような作業痕になってしまいましたが、溶接個所はガウジングで剥がれているのが確認できました。
本体及び消耗品の仕様変更にて、もう少し広範囲を吹き飛ばすような方向にセッティングできます。

その後、以前購入したTIG溶接の方もアドバイスお願いしますとのことでした。
左奥に見えるのがWT-TIG200で、とりあえず溶接機の冷却ファンからの風がいい感じに直撃していました(笑)
TIG溶接はアルゴンガスによる大気からのシールドが大事ですので、溶接機の設置場所は検討しなおした方が良いかもしれませんとお伝えした後、説明→テスト溶接させてもらいました。

窓の下に、練習の後が大量に。
TIG溶接は作業者の腕が仕上がりの9割方占めますので、練習大事です。
私もプロの方からすれば全然なので、偉そうなことは言えないんですが。

以前お会いしたのは3か月ぐらい前だったかと思うのですが、お上手ですね。
危うくデモに行ったこちらが恥をかくとこでした(笑)

プラズマ切断の場合、ガス切断機と違って使い方が簡単(アースクリップを母材に挟み、切りたい所の上でトーチのスイッチを押すだけです)な事もあって、複数名で切断作業に当たる場合、作業を一人一人が時間をかけて覚える手間もかからないので、良いかと思います。
弊社の切断機、溶接機に関してご不明な点がありましたら、お気軽にお問い合わせください。
株式会社WELD TOOL 092-834-2116


- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!
- ファイバーレーザー溶接機を長崎県の機械設計・製造会社様へ納品し、その場で2台目発注頂きました。
- レーザーカット+レーザー溶接でプラモデル感覚なものづくり色々
- 静岡市清水区の工場様へファイバーレーザー溶接機を納品させて頂きました
- ファイバーレーザー溶接機の納品レポート<茨城県のレッカー車製作、車両架装工場>
- 愛知県名古屋市にファイバーレーザー溶接機を納品しました。
- 福島県いわき市、郡山市にファイバーレーザー溶接機を納品しました。
- 宮城県名取市、栃木県日光市,福井県福井市にファイバーレーザー溶接機を納品してきました。
- ファイバーレーザー切断機をテスト中です。
- 関西周辺へファイバーレーザー溶接機を納品しました。
- 埼玉県、群馬県にファイバーレーザー溶接機を納品してきました。
- ファイバーレーザー溶接機の納品レポート<間仕切り・パーテーションについて>


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


