最新情報 アーカイブ | 6ページ目 (24ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























[9月/10月]ファイバーレーザー納品レポート、愛知県/広島県/熊本県
こんにちは。
9月~10月のファイバーレーザー納品レポートになります。
実際はもっと台数出ていますが、数が多くて記事にする余裕がありません(汗)
愛知県の鉄工所様です。台風の影響で日程変更になってしまいましたが、お伺いしました。

ナメ付け(ワイヤー無し)での溶接を行いたいとのことで、正直ファイバーレーザーのナメ付けは難易度が高くなります。
ワイヤーが出ませんので、自分でトーチを送りながら溶接するのですが、TIGと比べてスピードが速くて一定の速度で送るのが難しいんです。
ですので焼けにムラが出てしまいます(送りスピードが遅いと熱入り大→酸化傾向、逆に速すぎるとプールが付いてきません)。
しかしナメ付け自体はもちろん可能で、こちらはお客様作業です。

隅肉はレーザーが一番最適で、斜めにトーチを当ててスイッチを押すだけです。
トーチ角度さえ気にしていれば、TIGのようにプールを見ながら神経質になる必要はありません。下手したらよそ見していてもできるレベル(危険ですのでしないですが、イメージとして)です。
こちらもお客様作業ですが、初めてでこの仕上がりです。

ナメ付けの場合はさすがにフリーハンドでは厳しいので、定規的な物に沿わせてトーチを送ります。

最後にクリーニングテストを行い終了です。
ご満足頂けたようで何よりです。

続いて広島県のお客様の元へ。
福岡県からの納品なのですが、自分は広島ぐらいまでであれば、車に積んで直接お持ちします。
さすがにそれより遠方の場合はレーザーを先送り→スケジュールご相談の上、スタッフがお伺いして取説させて頂きます。

皆さまに試して頂きました。

まずはアルミ溶接から。

誰がやっても

仕上がりにほとんど差がでません。

例えば溶接工が集まらない場合、一から自社で育てようとすれば、しばらく練習して慣れてもらわないといけないですよね?
実際に客先へ納品する物を任せられるレベルになるのは、センス次第ですが数か月はかかるはずです。
しかしレーザーの場合、同一条件であれば誰がやっても殆ど差が出ません。
毎回言ってますが、デモにお伺いした先で溶接自体未経験の事務員さんにやってもらおうが、熟練工さんにやってもらおうが同じ仕上がりです。下手したら先入観の無い初心者の方が上手いまであります。
もちろん歪や本溶接に向けた仮止めのやり方、焼け具合からのレーザー出力の設定などの経験が必要な考え方もありますが、設定さえ合っていれば誰でもできます。
ですので、職人さんが条件を設定して(レーザー本体に何パターンも記録できます)、あとはこんな感じでお願いね。とお手本を見せてあげれば、大半の方がその日のうちに製品として出荷可能なレベルでの溶接をできるようになります。
同じ形状の物を量産するのには最適です。逆に毎回形状が変わるような小さい物を作るのには向きません(もちろん溶接はできますが)。
個人的な感覚ですが、タバコサイズの形状違いであればTIGでいきます。小さくても同じ形状の物が複数の場合や、単品でもティッシュ箱並みの大きさになればレーザーでいきます。
その後ステンレスもテストし、よく使う板厚にて初期設定させて頂きました。
最後にいつも通り、錆取りで場を整えて(?)終了です。

最後に熊本県のお客様。何度か来店テスト頂いています。
鉄の溶接がメインとのことで、海の近くですので船舶用?の巨大な配管が何本もありました。

小さい方(とはいっても100φぐらいありますが)のパイプをテスト溶接しました。
ポジショナー的な物があったので、そちらをお借りしました。

ダブルワイヤー(1.6φ×2本)で溶接します。
パイプの周速とワイヤースピードを合わせると、簡単に溶接できました。

とてもキレイな仕上がりです。まぁこの手の鋼管にここまで求めなくても良いのかもしれませんが。。
現状、弊社のファイバーレーザーのスイング幅はMAX6mmですので、それが脚長の限界になります。
たまにステンレスもされるとのことで、そちらも設定させて頂きました。

以上、納品レポートでした。
弊社ではファイバーレーザー溶接の場合のコツや、レーザー出力設定の考え方や安全面など、納品の際スタッフが必ずお伺いして説明させて頂きます。
正直、ネット販売で買って知識が無い状態で初めて、いきなり仕事として使えるレベルの溶接ができるかと言われれば、そうではありませんので。
用途さえ合っていれば、確実に元が取れる機械だと思っております。
購入頂く際はレーザーで溶接予定の母材(材質/板厚)をお知らせ頂き、必要な物品は初回一通り持って行きますので、お客様の方では200V電源、アルゴンガスをご準備頂ければOKです。
気になることはお気軽にお問い合わせください。
今回使用したファイバーレーザー溶接機はこちら

鉄、ステンレス、アルミ、チタン、銅と各種溶接可能。
特に板厚1-6mmのステンレスに超最適。溶接未経験者でもその日のうちに職人さんレベルの溶接が可能です。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
[8月]ファイバーレーザー納品作業集、北海道/大分県
こんにちは。ファイバーレーザー納品レポートです。
弊社は福岡県に本社があり、そちらから全国にファイバーレーザーを納めさせて頂いておりますが、今回はなんと北海道に納品してきました。
今まで販売していた溶接機と大きさも金額もケタが一つ違うので、万が一の故障対応等を考えると、北海道はちょっと厳しいかな。。と敬遠していました。
しかし、初回の納品取説後はお伺いする事が難しい点等をご了承いただき、用途も合っていると思うので大丈夫ですよ!!と仰って頂き、やり取りを重ねた上で今回納品させて頂きました。

いつも通りなのですが、ご準備頂いた端材でテスト&条件出しのやり方をレクチャーさせて頂きまして、実際に溶接してもらいます。
こちらの母材はアルミ(調整がシビア)ですが、焦点距離やトーチの保持角度や感覚的なコツをお伝えし、一見プロがやったかのような初めてのアルミ溶接ですw

ステンレス、鉄はアルミほど神経質にならなくてもOKです。
ピントがブレブレで分かりずらいのですが、完璧な溶接です。

こちらはサビ取り。
根深いサビの場合は一発では完全に落ちません。この辺りも事前のやり取りでお伝えしておりました。
レーザーで焼けた箇所は脆化していますので、ブラシ等でボロボロと落とせます。それを何度か繰り返す形になります。

帰りがけに「遠い所ありがとうございました、満足しています!」と仰って頂き、嬉しかったです。
当店を選んで頂いて、ありがとうございました<(_ _)>
続いて大分県に納品へ。
こちらのお客様は、事前に店舗の方へご来店頂きテスト済です。

当日はセッティングと使用方法のレクチャーをお願いしますとのことで、テストピースをご用意頂き、作業者の方々に溶接頂きました。

ファイバーレーザーで外角の溶接をしようとすると、仮止めからコツがあるのですが、事前にお伝えした通りにバッチリ仮止めして頂いておりました。
また、溶接する際の条件出しが重要なのですが、溶接後は研磨にかけるので焼けは気にしませんとのことでしたので、焼けの入りは無視で出力高めで設定しました。
とはいってもビードの横には、焼けがほぼ入っていないのが分かるかと思います。その分歪も最小限です。

その後、母材を変えつつ作業者の方も代わりながら溶接いただきまして、設定及び溶接のコツをお伝えしました。
社長にも作業者の皆にも良い印象を持ってもらえたと思うので、上手くいけば今後追加導入も検討しますとのことでした。
ありがとうございます!よろしくお願いします(笑)
というわけで、今回のお客様作業集です。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
TIG溶接機もやってます!WT-TIG320S納品、ファイバーレーザーで巨大ダクト溶接デモ
こんにちは。
TIG溶接機の納品取説と、ファイバーレーザーの来店デモがありました。
最近ファイバーレーザーの記事ばかりになってしまっていましたが、通常のTIG溶接機も引き続き販売しておりますので、よろしくお願いします(笑)
まずはTIG溶接機の納品から。
佐賀県伊万里市にある九州プランバー様です。社名出しても大丈夫ですよ!と仰って頂きました。ありがとうございます。

配管関係の会社様で、来年には5倍?ぐらい広い工場を建てるそうです。それは。。追加で溶接機5台必要ですね!
それは冗談なんですが、工場できたら追加で買いますとのことでした。ありがとうございます。

配管がデカい!なんでも180Aとかでローリングして巻くとのことで、空冷TIGトーチだと大手メーカーの物だろうが、熱ですぐダメになるそうです。熱くて持てないですしね。

WT-TIG320Sを納品しましたので、試して頂きます。
(写真を撮り忘れたので、イメージです)

私はこのクラスの配管を溶接することは無いので、最初のセッティングと操作パネルの設定方法をお伝えし、溶接は丸投げしましたw

トーチも熱くないし、溶接もなんか強い?しやすいと仰られておりました。
溶接もさすがですね!出しゃばらなくてよかった(笑)

続いてファイバーレーザーの来店デモです。
持ってこられたのは巨大なダクト?これを大量に作る仕事が入ったそうです。

フランジ部分は板厚5mm程度あるのですが、ガワ部分は板厚1mmです。
現状、TIG溶接でギリギリまで入熱を抑えてビード細めで溶接されているそうですが、1台終えた時点で歪が酷く、ちょっとこれは。。。となったそうです。

正直、控え目に言って、レーザーどんぴしゃ案件です(笑)
ちょっと遠くて溶接されてるかすら分かりにくいんですが、このビード周辺の変色の無さよ(ドヤァ
焼け取りしてませんよ?入熱の低さが分かるかと思います。

何故TIGとレーザーでそこまで差が出るのでしょうか。
TIG溶接の場合、溶接面越しに見ていると、タングステン先端からアークが母材に落ちているのが分かりますよね。
しかし、溶接面無しではとても直視できないぐらい眩しいです。目を瞑っていたとしても、面無しでは顔面日焼けでガングロになります。
これは、アークの大半は母材に落ちており、中心部が最も高温なのは間違いないんですが、実際周りにも相当拡散してしまっているんです。

対してファイバーレーザー溶接の場合、レーザーは集中しています。
めっちゃ真っすぐ母材に向けて放たれます(実際はレンズで集光させているので、僅かに扇形ではありますが)。
周りに全く拡散すること無く、母材をレーザーが当たった局所的に溶かすので、周囲に入る焼けも極僅かです。
結果として熱が周りにかからない分、歪の少ない溶接ができます。

お客様にも試して頂きました。

初めてやってこれです。もう自分いらないです(笑)
ちなみにワイヤーは1.0φと0.8φで試してもらいましたが、今回の歪と焼けを極力出したくないという用途だと、0.8のワイヤーで出力を落として最小のビード幅で溶接するのが合っているかなとのことでした。

動画はこちら
現在、毎月入荷されてはいるんですが、その分は既に予約で埋まってしまっている状況です(納期1か月~程度)。
検討されている方は、早めのご連絡をお待ちしております。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
ファイバーレーザー溶接機の納品<溶接未経験の女性でも簡単に溶接できました!>会長さんも大喜び❣
こんにちは、関東営業所です。
久しぶりの記事になりますが、今年に入ってからファイバーレーザー溶接機のデモと納品で
記事を書く時間が取れませんでした。この後、8月の夏休みまで納品で全て予定が埋まっている
状況です。(汗)
今回の記事は、埼玉県内で板金・ステンレス加工業を営む星川製作所様にファイバーレーザー
溶接機WT-FL2000を納品、取扱説明に行ってきたましたのでご紹介します。
星川製作所様は、高品質で高精細なステンレス製品の板金・加工を行っております。

↓ パンチングとレーザー切断を複合した最新の加工機です! 凄くお高そう 😯


訪問すると、工場内は清潔で塵一つなく清掃されていて、道具もしっかりと整理整頓されてい
ました。工場を見れば良い仕事するのが一目で分かりますね。
それでは、セッティング完了しました。
こちらは、レーザー出力2000Wのダブルワイヤ送給装置仕様です。

溶接に関してはプロフェッショナルなので、取扱いの安全上の注意点、操作説明、レーザー溶接
の方法を説明しました。その後に実際に溶接を試して貰います。
先ずは、師匠がお手本を見せます。さすが師匠でコツをスグにつかみました。
溶接した板は、たしかステンレスの厚み1.0mm位だっと思います。(ナメ付け(共付け)です)


師匠がコツをつかむと、さっそくスタッフに教えてます。
トップバッターは女性です。 溶接未経験で普段は仕上げ(焼け取りなど)の担当です。

溶接未経験者が初めて溶接して、一発でこの仕上がりです。
溶接熟練の親方も「TIG溶接では、絶対に無理!」と、仰ってました。
コツは、難しい事は考えずに定規(ガイド)に沿って真っすぐに線を描く(引く)イメージで
トーチを一定のスピードで操作(引く)するダケです。なので、簡単です。
つづいて、他の溶接未経験の女性の方です。皆さん心配そうに見てます。

更に上手く溶接できました!

上手く溶接できて大喜び! 😀 隣で見ていた会長さんもとても喜んでます。

そして、最後に社長が溶接してみました。社長は多忙で普段、溶接作業からは離れてますが、
さすが社長です。普通に上手いですね。


続きましてボンデ鋼板です。
ここからは若年の作業者が溶接してみます。普段は、プレス担当ですが…いかに、


それではトリで、ついに真打ちの登場です! 溶接熟練の親方が、
6mm厚の鋼板をダブルワイヤ(1.2mm×2本)で溶接してみます。
😀 笑い声が聞こえて、なんか愉しそうな雰囲気でいい感じですね!
. レーザー溶接機が工場の雰囲気を明るくしてるようです
ダブルワイヤ送給装置で2本のワイヤを同時に送る事で、脚長が広く余盛りが高くなり、
板厚6mm位までの溶接も可能になります。(ワイヤ径1.6mm x 2本使用でビード幅は最大7mm)

見てください、この全くムラが無い幅が揃ったキレイなビード!(スパッタも最小限)
最後にアルミの薄板を溶接してみます。
私が思うに、TIG溶接に比べてアルミの薄板溶接が一番簡単にできるようになると思います。


そして、ステンレス溶接の焼け取りです。

レーザー溶接が終わり、最後にレーザークリーニング機能で錆取りをしました。
これにも皆さん驚き! 😯


さまざまな事を試しました。
社長は「今まで熟練さんに依存していた溶接作業が他の人でもできるようになり、
生産性の向上を図れる」と、たいへん喜んで頂きました。
そして、「仲間の工場にも勧めるので紹介したい」と仰ってくれました。ありがとうございます。
この度は、弊社のファイバーレーザー溶接機WT-FL2000をご購入頂き
誠にありがとうございました。また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
210万円~と高価な機械ですが、無駄にならないよう、納品の際には弊社スタッフが必ずお伺いし、
溶接予定のワークで条件設定し、レクチャーさせて頂いております。その際には重要な安全面に
関してもご説明いたします。
また、ご来店頂ければ溶接テスト可能ですし(事前にご連絡ください)、遠方の場合、端材を送って
頂ければテスト溶接致します。
ネット販売がメインの会社ですが、売りっぱなしではありませんのでご安心ください。
お問い合せは、下記の<お問い合わせフォーム・ページ>より、またはお電話にてお願い致します。
ファイバーレーザー溶接機のお問い合わせフォーム
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
[6月]ファイバーレーザー溶接機の納品、デモンストレーション
こんにちは。
6月度の福岡店からの納品、デモレポートの一部です。
若松の商社さんから連絡を受け、大手処理工場へデモにお伺いしました。
SUS304の溶接に使用、ステンレスとしては厚み6mm程度といった、割と厚みのある物まで溶接しますとのことでしたので、ダブルワイヤー仕様にてお持ちしました。

皆さまに試して頂きました。

厚板なので、ワイヤーも太い物を使うため、反動が非常に分かりやすくて簡単です。

左がシングルワイヤー、右がダブルワイヤーでの溶接ですが、ビード幅が違うのが遠目に見ても分かります。
ちなみにワイヤー径1.6φのステンレスワイヤーを2本同時に送り出します。1.6φって普段使ってるTIG溶接棒と同じです。
この時点で予算の承認が取れれば発注しますと仰って頂き、後日正式に発注を承りました。ありがとうございます。

続いてクリーニングもテスト。
塗料、黒皮は取れやすい物と取れにくい物があります。サビもあまりに根深い物は無理ですが、表面の錆であればかなりの速度で燃えて飛びます。
その辺りは実際に店舗にてテストして頂ければと思います。

続いて関西の2社様へ納品です。1社目はとある界隈では超有名で、個人的に前から知っている会社様でした。
写真はちょっとだけでとのことでしたので、設置した写真を掲載させて頂きます!

前もって福岡の店舗へテストにご来店頂いておりまして、お伺いした時には既に使用されていました。
行った時はできてたのに、なかなか上手くいかない。。とのこと。お任せください(笑)
過去にやってきた溶接は一通りデータ残していますので、形状も考えて微調整して溶接し、上手くいきました。
「昨日までどないしようかと思ってたわー来てもらって良かったわー」と仰って頂きまして、こちらこそお伺いして良かったです!
レーザー溶接機は非常に簡単ですが、使い方が普通のTIGや半自動とは違いますので、溶接する際に考える事も全然違います。ですので厚み、形状によってはコツが要ります。
せっかく購入頂いたからには使いこなして頂きたいので、その辺りと安全面も含めて、納品の際にご説明させて頂いております。
自分で言うのもなんですが、ファイバーレーザーはスタッフがお伺いしての取説の有無で、使える機械になるか使えない機械になるかが決まる。。と感じます。
続きまして大阪2件目の納品です。
事前テスト無しで2台同時購入頂きました。弊社のHPは隅々まで見たから大丈夫ですよ(笑)と。。1500wと2000wで合わせて500万ですよ?しっかり取説させて頂きます!
当日は協力会社の方々もお集まりになっており、皆さまに据え付けをお手伝い頂いて大変助かりました。ありがとうございました。

様々な母材をテストして頂きました。

アルミ角パイプの溶接(初のファイバーレーザー溶接1パス目です)。

Cチャンの錆止め塗装剥がし。
塗料は良く取れる(燃える)物と、そうでもない物があります。こちらの錆止めはよく取れました。

まとめて購入頂くのは大変嬉しいのですが、届いてやってみたら用途に合ってなかったりと、高額な機械だけにリスクもあります。今回問題なく使えたようでホッとしています(笑)
遠方のお客様で来店が難しい場合は、母材を弊社まで郵送頂ければテストさせて頂きます(余裕があれば動画に残して送信します)ので、気になることがあればお気軽にお問い合わせください。
また、最近協力工場様が関西(愛知県知多市)にできました。
そちら方面でファイバーレーザーをテストしてみたい方は、下記リンクより直接連絡されてみてください。
愛知県他、中部地方近郊の方にもファイバーレーザーお試しいただけます。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
最近注目のファイバーレーザー溶接機、納品ラッシュです。
こんにちは。
ファイバーレーザー溶接機の納品レポートです。
1社目、北九州市の鉄工所さんです。
先月デモにお伺いし、今月納品となりました。

大きいステンレス板や、鉄のアングル等の溶接で使う予定だそうです。

準備して頂いた端材の鉄Cチャンをテスト溶接させて頂き、この時点でおぉーキレイですね!と歓声が上がりますw

いやいや、誰でもできますから。。(笑)と、TIGで仮止めのみ済ませたステンレス板で試して頂きました。

私が設定した出力がちょっと強かったので焼けが入ってしまいましたが、この通り。
もちろん初めてのファイバーレーザー溶接です。

ついでにクリーニング機能を使って、表面に薄っすらキズを入れてみました。
何でも溶接したあとに表面処理を入れるらしく、ツルツルの表面より僅かな凹凸があったほうがいいそうです。

黒皮を剥がずに溶接も試して頂きました。ブローも入らずいい感じですね。

フランジをテスト溶接。めちゃくちゃ簡単ですね。。と(笑)
その場で2000wタイプを発注頂きました。ありがとうございます。

続いて広島県(2社)へ。広島市と福山市にお伺いしました。
天気も良さそうだったので、車で行ってきました。

まずは広島市の鉄工所さんへ。こちらも2000wタイプですね。
約300万円なんですが、電話一本でご注文頂きました。現地でやらかして返品にならないようにしっかりご説明しないと。。(;’∀’)

今からレーザーで溶接予定の物が大量にありました。

こちらも一通り説明を終え、テスト溶接して頂きました。
ちなみに、溶接未経験の方にも試して頂きましたが、何ら経験者と変わらない仕上がりでした。
何社か動画を撮らせて頂いたんですが、本数が多いので、まとめて下にアップします。

こちらの部品を

ポジショナーを使って、回しながらテスト溶接。完璧ですね。
もう自分いらない感じです(笑)

翌日、福山市のバイクショップさんへ。こちらも物を見る事無く、電話一本でご注文です。
ホームページは一通りご覧いただけたようで、信用していますから大丈夫でしょうと。嬉しいですね。

こちらはフィアット??ちょっと忘れてしまいましたが、相当な旧車です。
バイク屋さんなんですが、上にあったカプチーノも含め、趣味で車のレストアメインで使うと思いますとのこと(笑)
塗装もろとも錆を落としたいそうです。

溶接、クリーニング(錆び落とし、塗装剥がし)、基本的な設定方法など、一通り説明させて頂きました。

最後は長崎県島原市の鉄工所さんです。何度かテストに来店頂き、ご注文頂きました。
太いH鋼で、現状全周半自動で溶接しているが、盛りたくない面の溶接をレーザーで行いたいそうです。

どう溶接したいか(ビードの脚長、余盛など)を教えて頂き、上記の通り凸らせたくないとのご要望でしたので、これぐらいかな?と設定し、溶接して頂きました。

結果、パーフェクトらしいです(笑)この面に上から塗装をして板を貼るため、最終的に削って平らにするそうです。
半自動だとスパッタも飛ぶし、この厚みの物を溶かし込ませるワイヤー径、電圧に設定するとどうしても凸ってしまうので後処理が大変。
かといってTIGだと物が大きいので時間がかかりすぎてしまう。レーザーが最適ですね。
ちなみに周囲のギザギザは、クリーニングモードで錆止め塗装を飛ばした痕です。

それでは最後にお客様作業集です。
皆さま初めてのファイバーレーザーですが、仕上がりは完璧ですね。
レーザーではないのですが、熊本県からWT-TIG320S(水冷)の3台発注がありましたので、木を買いに行って枠を3つ作って梱包して発送…するよりは持って行った方が早いなと思い、納品してきました。
半導体関連の会社様です。軽くレーザーのこともお話しましたが、興味を持たれていました。

ちなみに昨日も朝倉市へデモへお伺いし、その場でWT-FL2000を発注頂きました。
ファイバーレーザー溶接機を取り扱い初めて半年程度ですが、反響の多さに驚いています。
ユーザー様から言われたのは、値段と保証と対応で選ぶと最終的に御社になりますと。ありがたいことです。
200万円~と高価な機械ですが、無駄にならないよう、納品の際には弊社スタッフが必ずお伺いし、溶接予定の母材で条件設定し、レクチャーさせて頂いております。その際、重要な安全面に関してもご説明致します。
ご来店頂ければテスト可能ですし(事前にご連絡ください)、遠方の場合、端材を送って頂ければテスト溶接致します。
ネット販売がメインの会社ですが、売りっぱなしではありませんのでご安心ください。
お問い合わせは下記フォームページより、もしく電話にてお願い致します。
3社のお客様へファイバーレーザー溶接機を納品しました。
先日は兵庫 大阪 岡山のお客様(3社)へファイバーレーザー溶接機の納品させていただきました。
2社のお客様は以前に弊社へお越し頂き、溶接テストを行い、その後にご注文をいただきました。
もう1社の方は実機は見ずに弊社のホームページや動画を見てご注文をいただきました。こちらの方はサビ取り(レーザークリーナー)メインで使用されるとのこと。
納品の流れとしては、事前にレーザー溶接機を送り、その後納品説明で訪問させていただいております。
1社目は神戸のお客様で薄板ステンレスの溶接がメインとのこと。
ワイヤー無しのナメ付け溶接、ワイヤー有りの溶接をそれぞれ試します。
最初、ワイヤー有りで溶接した際に溶接終端でなかなかワイヤーを切ることができずくっ付いてしまいましたがワイヤー制御の設定を調整してうまく行くようになりました。
ステンレスケース制作の仕事があり、早速レーザーでやってみるとのことです。
とりあえずテストを兼ねてステンレス角パイプを組みあせて溶接。


その後、ファイバーレーザー活躍してますよ!とご連絡いただきました^^
2社目は大阪のお客様で看板の制作等、長年やられています。
現在はTIG溶接メインですが今後ファイバーレーザーを使用して溶接効率も上げていきたいとのこと。
端材を利用していろいろ溶接を試しましたがすぐにマスターされていました。
ステンレス溶接、アルミ溶接、クリーニング(サビ取り)を行いました。


他、納品説明の際には使用方法(溶接方法)以外に
焦点距離や反射の危険性についてもしっかりレクチャーしております。
3社目は岡山のお客様でレーザークリーナーをメインで使用されるとのこと。
早速、サビの付いた鉄板や塗装された鉄板をクリーニング(剥離)していきます。
今まではグラインダー等を使っていたらしく、初めて目にするレーザー剥離に”これはすごい!”と驚いておられました。
サビ取り等をすると取れたサビが粉塵となり舞い、それがノズルから入り込みレンズが汚れてしまうと良くないのでそれの予防方法もドバイスしました。
ステンレス溶接も試して、これもとても簡単でこんなにキレイに溶接できるのかと驚かれておりました。
実機を確認せずに購入いただいたので少し心配ではありましたが満足いただけたようで良かったです!
この度は誠にありがとうございました。
購入いただいたファイバーレーザー溶接機でお客様の仕事の効率や品質の向上に貢献できれば幸いです。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
ファイバーレーザー溶接機を九州の専門学校様に納品しました。
こんにちは、WELDTOOL福岡本社です。
九州の専門学校様に
「ファイバーレーザー溶接機WT-FL1500」を納品、取扱説明に行ってきました。
専門学校ということで、生徒さん達もいるのかな?と思っていましたが、
春休みという事で生徒さんたちはいませんでした 😯
普段、アーク溶接(手棒)、TIG溶接機を使用して作業(実習)を行っているそうです。
生産性の向上、最新の溶接機ということで新たにファイバーレーザー溶接機をご購入いただきました。
ご購入いただき、ありがとうございます。
ファイバーレーザー溶接機であれば、TIG溶接程の技術が無くても、少し練習をすれば簡単に溶接ができるようになります。
もちろん個人差はありますが、一度体験いただければその意味が分かるかと思います。
実習室は非常に広く高校時代を思い出しました!

早速、準備をして溶接の説明から行いました。

電源を入れ方からパネルの操作方法等を説明します。

ナメ付けのやり方、要点を説明しています(溶接ワイヤーを使用せずに溶接)

ワイヤーフィーラーの使用方法を説明しています。

溶接ワイヤーを使用して実際に溶接をしています。

先生方はファイバーレーザー溶接機を使うのは初めてという事でしたが、
とてもお上手で初めてとはとても思えませんでした!笑


TIG溶接で↑の写真のようなビードを出すのは熟練の職人さんでなければまず難しいです。
ですが、ファイバーレーザー溶接機であれば経験が浅い人でも簡単に写真のようなビードを出すことが可能です。
最後に錆び取りの機能を試していただきました。
「なにか錆びているものはありませんか?」
と尋ねたところ、想像以上に錆びている鉄が出てきました!すごい・・・
 「
「
写真の通り結構頑固なサビです。
この頑固なサビをレーザーのクリーニング機能で取っていきます!

レーザーの力で錆びを取っていきます。

上の写真は錆び取りを終えた写真です。
見違えるほど綺麗になっていますね!
この錆びをグラインダーや研磨機で落とすのは非常に大変です。
なぜなら凹凸が物を削るのは非常に難しいからです。
その点においてレーザーのサビ取りは短時間で簡単にサビを落とします。(もちろん落とせる限度はあります)
また、レーザーであれば内側のサビまで落とすことが可能です。
グラインダーが絶対に入らない場所でもレーザーであれば簡単に入り込み、サビを落とすことが可能なのです。(条件によっては難しい場合もあります)
最後に、改めて安全面に気を付ける様念入りお伝えしました。
保護メガネ・革手袋の着用、反射、反対側には立たない、
パーテンションや専用の部屋があった方が良い等。
この度は弊社の「ファイバーレーザー溶接機WT-FL1500」をご購入いただき誠にありがとうございました。
また、撮影のご協力もありがとうございました。
生産性、技術の向上に少しでもお役に立てましたら幸いです。
ご購入頂いた場合は、弊社スタッフがお伺いして納品し、使用方法などを説明させて頂きます。
ご不明点はお気軽にお問い合わせください。
また、下記店舗にてデモやお試しが可能ですので、お気軽にお問い合わせください。
【溶接機の専門店 株式会社WELDTOOL】
<本 社> 福岡県福岡市西区吉武 380-2 TEL:092-834-2116
<関東(営)> 埼玉県八潮市木曽根 1229-1 TEL:048-954-8901
ファイバーレーザー溶接機WT-FL1500の詳細はこちら
国際オートアフターマーケット展示会に出展終了。今後の展望について
こんにちは。
東京ビッグサイトでの展示会が無事終了しました。ご来店頂いた皆さまありがとうございました!
出展工事中

わが社のブースも完成!
磯部さんお疲れ様でした。今度は朝から手伝いに行きます(苦笑)

関東での展示会であったため、その近郊の方が殆どかなと思っていましたが、予想以上に全国各地から来られていました。

私自身、展示会に出展する側として行くのは初めてでしたが、来られた方の求める事が大体分かりました。
①初展示のファイバーレーザー溶接機に関心を持たれる方が多かった。
→実際、弊社のブースで足を止めて頂いたお客様の半数以上は、モニターで流していたファイバーレーザーの動画からでした(展示会場でループ再生していた動画です)。
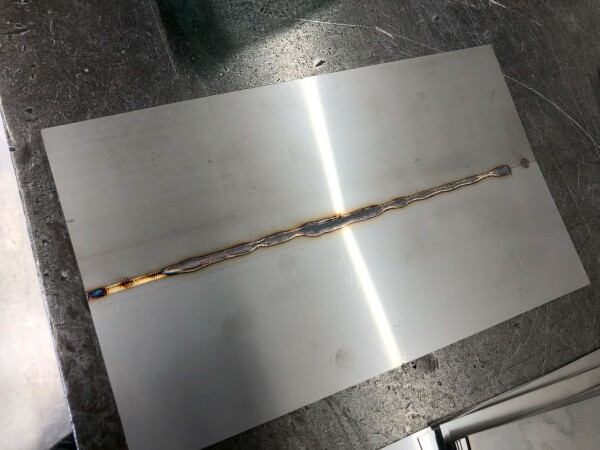
動画で流していた内容の母材を展示していたので、溶接にせよ錆落としにせよ、既に溶接自体はやられている板金/レストア関係の方々からの反響が多かったように思います。
経験者であれば、この薄板の連続溶接が、通常の半自動溶接で行うのが難しいのはご理解頂けるかと。点付けと違って強度バリバリですよ(´∀`*)ウフフ
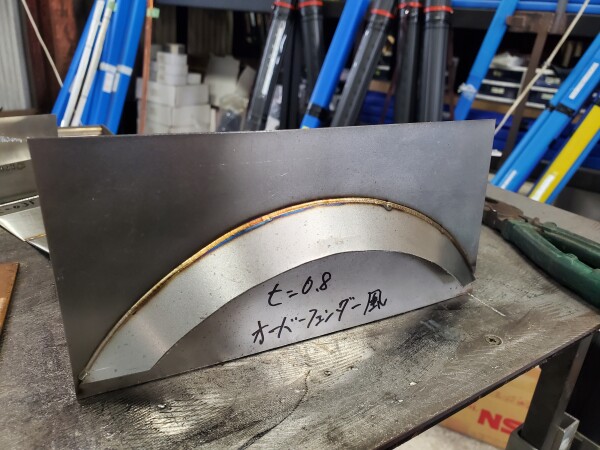
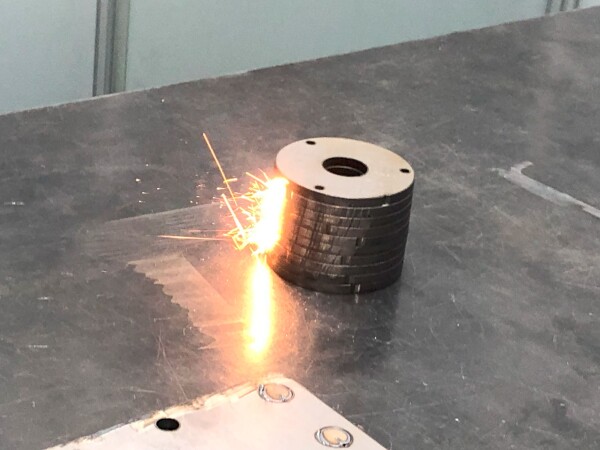
上記フェンダーを溶接した物や、0.35mm薄板溶接、アルミ溶接、錆取りをしたギヤなんかはかなり見られてましたね。
錆びはレーザー光で良く燃えますので、立体的な形状でも簡単に除去できます。

動画だと簡単にやってるように見えるけど、実際試せないの??と言われる方が多かったです。
意外と全国からお越しになられていましたので、実機を持っていけば良かったかな。。と。
②北海道から来られている方が多かった。
→ウチの場合、錆取り動画を出していたのもあると思いますが、北海道からの方に何度か尋ねられました。凍結防止剤の影響で車の下回りが錆びるらしいです。
北海道の場合、何かトラブルが発生した時の対応が難しく時間もかかるため、今までは申し訳ないのですが販売をお断りしていました。が、ちょっと考えます。気になる方はとりあえずご連絡ください。
③実演をされているブースに特に人が集まっていた。
→車関係の展示会らしく、タイヤチェンジャー/3Dアライメント測定器/カーラッピングフィルム等、何かしら実演されていると見学されている人が多かった印象です。
実際お客様の立場からすると、試しにやってみてくださいとは言いづらいですよね。全然やりますし、何ならやってもらってOKだったんですが(笑)

3M社のカーラッピング作業は[次回実演は〇時予定]といったポップを出しており、興味があったのでその時間に行ってまじまじと見学してきました(笑)
次回はレーザー溶接/クリーニング実演と、TIG/半自動/プラズマ切断の実演を、午前/午後で各1回程度はやってみようかなと思います。
今回の車関係の展示会であれば、フェンダー溶接と錆取り作業、アルミホイールのクラック溶接とかは結構需要あったと思います。
特にレーザーは、実機無いんですか?残念。となるパターンが。。。(;’∀’)
なかなか遠方の方は難しいかと思いますが、福岡/埼玉の店舗にて是非実機をお試しください。
本社:福岡県福岡市西区吉武380-2 TEL:092-834-2116
関東(営):埼玉県八潮市木曽根1229-1 TEL:048-954-8901
下記リンク先フォームよりお気軽にお問い合わせください。
ファイバーレーザー溶接機を農業機械(耕うん機、草刈機)の製造メーカー様へ納品しました。
こんにちは、WELDTOOL関東営業所です。
農業機械(耕うん機、草刈機)の製造メーカー様に
<ファイバーレーザー溶接機WT-FL2000>を納品、取扱説明に行ってきました。
今回、お客様がファイバーレーザー溶接機を導入した主となる目的は、レーザークリー
ニングでした。もちろん、溶接作業も有るので一台二役で利便性が高いため、一度
デモで実際の材料で試し性能を確認し即購入いただきました。
<凄く広い工場です>

お客様の工場で製造する部品をレーザー加工(切断)した時、切断面に酸化被膜(黒い膜)
が付着してしまい、そのままの状態で塗装すると、後で酸化被膜と一緒に塗装が剥がれて
しまう事があるそうです。
今までは酸化被膜をグラインダーで落としており作業効率が悪いため、そこで、レーザー
クリーニングで落とせば早く楽に作業ができるという事です。
納品に工場へ訪問し、さっそく設置、セッティングです。今回は、WT-FL2000を
納めました。この機種は、最大出力が2000wで6mm前後の板厚まで溶接が可能です。
レーザー溶接機の場合、通常、溶接ビードが狭く(細く)なる傾向の為、ワイヤ送給
装置に溶接ワイヤを2本セットし同時に送給する事で、溶接ビート(脚長)を広くする
事ができます。

セッティングが終わり、取扱説明を行うため工場の作業者に集まっていただきました。
すると、大きな工場なので10名位集まってきました。 😯

主に使用するレーザークリーニングから説明し、全員の作業者の方が順番に試されました。
皆さん楽しそうに試してました。 😀


右側の黒っぽい方がクリーニング前で、左側がクリーニング後になります。
実際に使用する部品ですが、一度にできるだけ落とせる様に何枚か重ねています。
つづいて、余り使用する事はないがサビ落としです。しっかり、錆が落ちてます。


レーザークリーニングの説明が終わり、溶接方法の説明です。
普段、溶接作業を行う作業者に溶接を試して貰いました。
薄板2.3mmの突け合せ溶接ですが、思ったより溶け込みが深いのに驚いていました。

つづいて、薄板2.3mmの隅肉溶接です。


簡単にキレイで細い溶接ビードになり、歪みが殆どない事に喜んでいました。
このファイバーレーザー溶接機の導入により、効率化し生産性や品質の向上、コスト削減、
時間短縮することで企業の発展に役立てていただければ幸いです。
この度は、弊社のファイバーレーザー溶接機WT-FL2000をご購入頂き
誠にありがとうございました。また、撮影にご協力頂きありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
ご購入頂いた場合は、弊社スタッフがお伺いして納品し、使用方法などを説明させて頂きます。
ご不明点はお気軽にお問い合わせください。
また、下記店舗にてデモやお試しが可能ですので、お気軽にお問い合わせください。
【溶接機の専門店 株式会社WELDTOOL】
<本 社> 福岡県福岡市西区吉武 380-2 TEL:092-834-2116
<関東(営)> 埼玉県八潮市木曽根 1229-1 TEL:048-954-8901
ファイバーレーザー溶接機 WT-FL2000の詳細はこちら


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!
- ファイバーレーザー溶接機を長崎県の機械設計・製造会社様へ納品し、その場で2台目発注頂きました。
- 静岡市清水区の工場様へファイバーレーザー溶接機を納品させて頂きました
- ファイバーレーザー溶接機の納品レポート<茨城県のレッカー車製作、車両架装工場>
- 愛知県名古屋市にファイバーレーザー溶接機を納品しました。
- 福島県いわき市、郡山市にファイバーレーザー溶接機を納品しました。


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


