最新情報 アーカイブ | 16ページ目 (24ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























溶接講習レポート<前回の半自動につづきTIG溶接編>
2021年07月20日
こんにちは、関東営業所の磯部です。
前回の半自動溶接の講習後にTIG溶接の講習も行いましたのでご紹介いたします。
「TIG溶接はやったことないが、ステンレスやアルミ溶接ができるようになりたい」と、
のご要望でした。
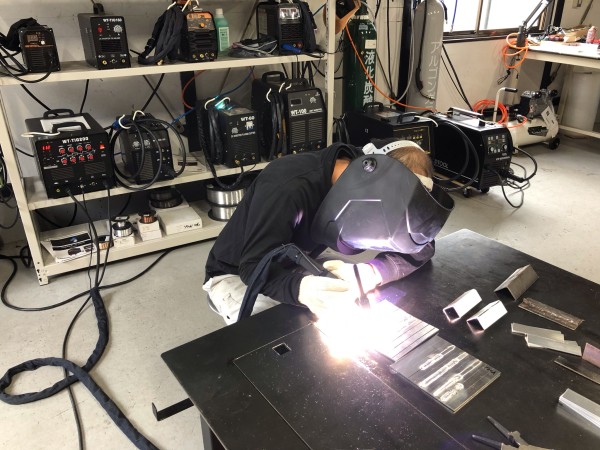
はじめてのTIG溶接なので、まず私が溶接しているところを見てもらいイメージをつかんで
もらいました。
その後、実際に溶接してもらうのですが、先にトーチの操作方法の基本的なことを絵に書い
て説明しました。
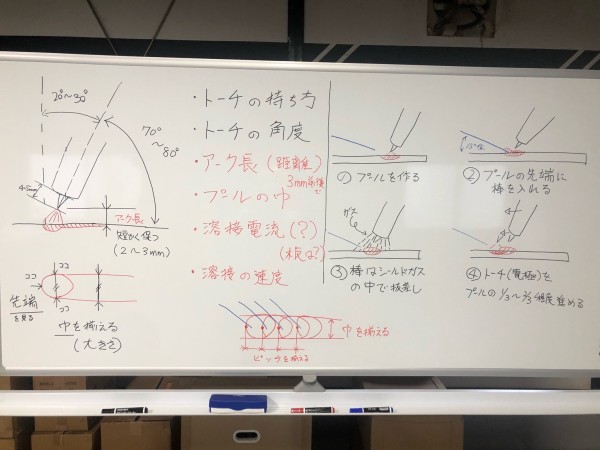
しかし、”百聞は一見にしかず”と言いますので、溶接をやってみない事には説明だけ聞い
ていても何の事だか理解できないので、まずアークを出してみます。
最初はアルミの板に溶融プールをつくるだけで、アーク長の維持と溶ける感覚を覚えて
もらいます。

溶融プールをつくる事ができたら、プールを前に進めて伸ばしていきます。
(ここまで出来れば、既にナメ付け溶接が出来るようになります。)
続いて、溶接棒を溶融プールに入れていきますが、初めてなのにいきなり、右手のトーチをブ
ラさずに動かしながら、左手で溶接棒を入れるという動作を連動、連続させることは難しいです。
なので、最初は①プールをつくる⇒②溶接棒を(プール先端に適量)入れる⇒③一旦、止める
⇒④溶接ビードを見て確認する。
①~④のこれだけの単純な動作を一回、一回溶接を切って、目視と手の動きの感覚を覚えます。

この動作を繰り返してビードを繋げていき、だんだんと早くして慣れてきたら、
溶接を切らずに連続して出来るように成ります。
更にリズムよく出来るように成ればバッチリ!です。
アルミで繰り返し練習をしたので、ある程度はTIG溶接の仕方に慣れられました。
それでは、いよいよ実践に参ります。
持参してもらったステンレスの角パイプのナメ付け溶接をしてもらいます。
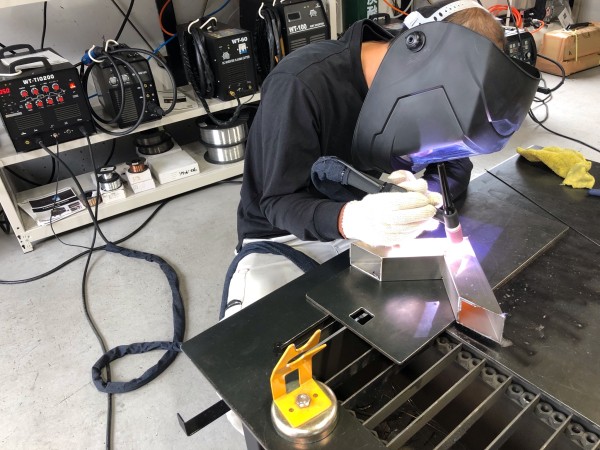
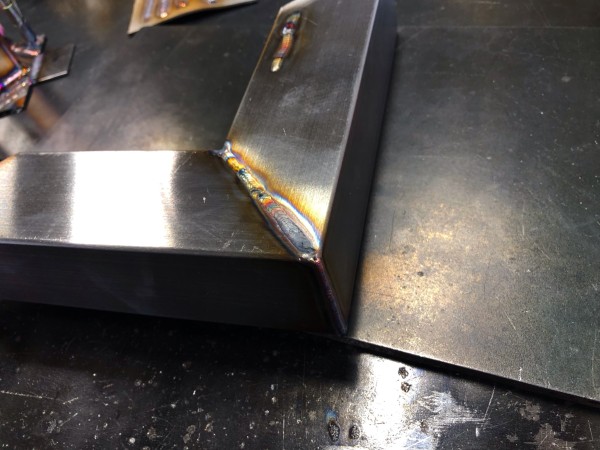
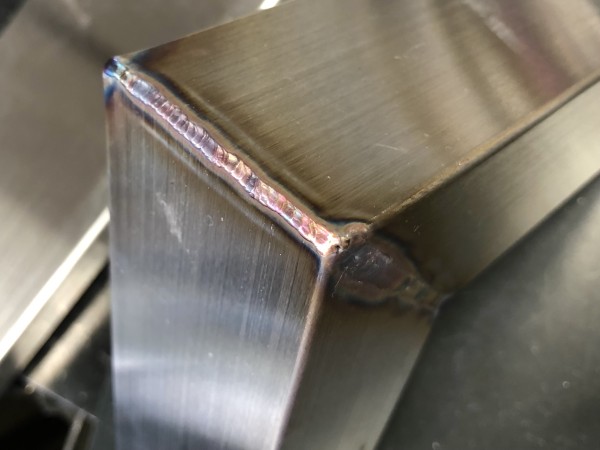
板厚が2mmとけっこう肉薄なのですが、上手く溶接できました。
ステンレスの薄板の溶接は、熱が入りやすく酸化(黒っぽく)し易いので、
実践ではガスシールド性が良くなる”ガスレンズ”をお勧めしました。
⇒<ガスレンズ>
最後にTIG溶接を始めるにあたって必要になる消耗品(溶接棒、タングステン電極やコレット、
ノズルなど)の種類やサイズについて説明しました。
会社の工場には既にTIG溶接機が有るそうなので、さっそく溶接するためにタングステン電極や
コレット、そしてガスレンズも注文頂きました。ありがとうございます。
半自動溶接に続きTIG溶接の講習も受けられ、短時間で多くの事を覚えなければならず、
この暑い中ハードでしたが、熱心に受講され大変お疲れ様でした。
あとは実践で繰り返し溶接することで上達しますので頑張って下さい!
今回は、溶接講習にご参加いただきありがとうございました。
また何かご不明な点がございましたらお気軽にご連絡下さい。
皆さま、奮ってのご参加をお待ちしております。
https://www.weldtool.jp/contents/welding-lesson
溶接講習レポート<半自動溶接>
2021年06月25日
こんにちは、関東営業所の磯部です。
先週のTIG溶接講習につづきまして、今週、半自動溶接の講習を開催しましたのでご紹介します。
参加者は看板専門店を営んでいる方です。
「半自動溶接機は使ったことあるが、自己流なので正しい使い方を教えて欲しい」と、
のご要望でした。
自己流で溶接をされている方は、意外と多いのではないでしょうか?
自分も始めの頃は、見よう見まねの自己流でやっており、遠回りしていた頃がありましたが…
それでは、溶接講習のレポになりますが、

最初は鋼板に下向きで、溶接ビードを真直ぐに引く練習をしました。
多少の経験が有りますし、言うまでもなく技術者なので、すぐに真直ぐ引けるように
成りました。

しかし、どれくらいの溶け込み、ビード幅がよいのか見極め方が判らないので、絵に書いて
適正な(溶接)電流と(アーク)電圧の調整により、溶け込み方や溶接ビードの形状の違い
を説明しました。

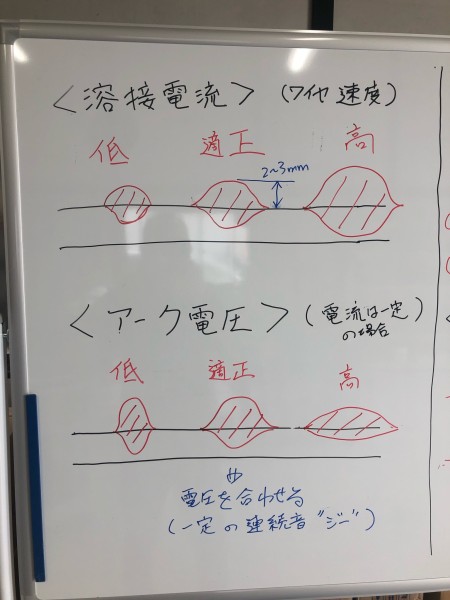
実際に電流を90A、100A、120Aと変えて溶け込み方やビード幅を確かめます。

つづいて、隅肉溶接の練習です。
トーチの角度、突出し長さ(チップと母材間の距離)を確かめて、一定の速度を維持して
溶接します。


ストレート(真直ぐに進める)で慣れてきたので、ウィービング(のの字)も練習してみました。
さらに実践に向けて、立向き(下進)溶接にも挑戦してみました。

そして最後に、明日からでもすぐに溶接作業ができるように、持参していただいた看板の骨組み
になる角パイプの溶接を練習しました。
角パイプの厚みは2.3mmと薄いため、突合せる個所は穴が開かないように気を付けて溶接しま
した。すると真っ直ぐで、ビード幅も細く揃い難なく溶接ができました。しかも巧いですね。
今まで一生懸命に練習した成果ですね!


判らないことや疑問を感じたことは、なんでも質問されメモをとり、そして、繰り返し溶接し、
すごく熱心で時間も忘れて講習を受けられました。
実はこの後も引き続き、TIG溶接でアルミとステンレス溶接の講習も受けられましたので、
また次回、ご紹介したいと思います。
今回は、溶接講習にご参加いただきありがとうございました。
また何かご不明な点がございましたらお気軽にご連絡下さい。
皆さま、奮ってのご参加をお待ちしております。
https://www.weldtool.jp/contents/welding-lesson
溶接講習レポート<アルミ、ステンレスのTIG溶接>
2021年06月18日
こんにちは、関東営業所の磯部です。
昨日、溶接講習を開催しましたので簡単にご紹介したいと思います。
参加者は最近、弊社のTIG溶接機とプラズマ切断機を購入されたお客様です。
以前から大手メーカーさんのハイスペックな溶接機を持っていましたが、仕事柄(特装車整備)
移動して使用することが多いため、購入頂いた両機とも軽量コンパクトで判りやすく使い易い
ので「便利に使っているよ」と、言って頂きました。ありがとうございます。
さて、講習内容はアルミ、ステンレスのTIG溶接です。


先ずは、アルミのTIG溶接です。
既に実践で経験されているので、「どうして?、なぜ?」「上手くいかないんだろう?」
など疑問点を聞き、アルミ溶接の特性を絵に書いて説明しました。
そして、それを頭に入れて溶接してみてもらいました。

アルミの板を最初に溶接棒無しで、なめ付けで溶融プールの状態(溶け方)を確認して貰い、
その後、溶接棒の入れ方やタイミングの練習をしました。
その中で、特に溶接棒の送りが思うようにいかなく困っているようだったので、
溶接棒の持ち方を2、3パターン説明しました。
続いて、ステンレスのTIG溶接です。

板厚は3mmです。電流を100A⇒110A⇒120Aと変えていき、溶け加減、焼け加減を確認
してもらいました。
ステンレスの薄板は、溶かし過ぎるとプールがふらつきビードが揃わず、また、焼けて
(酸化して)黒くなってしまうので、適正な溶接電流値と溶接速度に気を付けてもらう
ようにしました。
そして、パルス制御の使い方がよく理解できていなかったそうなので説明しました。
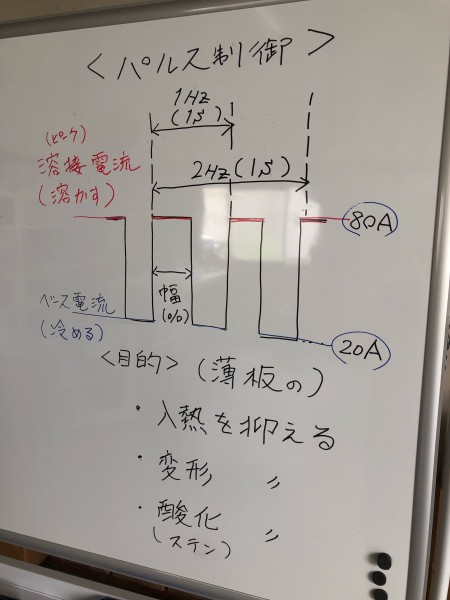

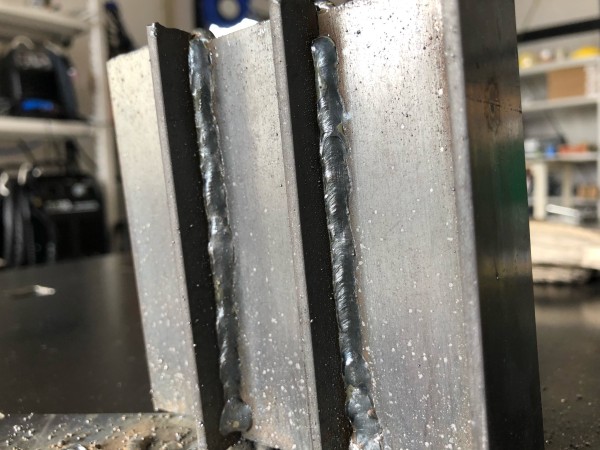
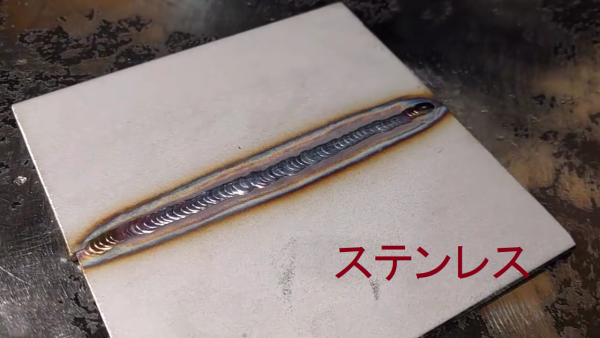
パルス制御(溶接)を使って、入熱(酸化)を抑えるとステンレス特有の光沢、色合いが出ます。
(光沢が有るのがパルス有りで、明らかに黒っぽくなっているはパルス無しです。)
周波数 1.5Hz~5.0Hzとパルス幅を変えて試しまた。

また、パルス制御の効果が発揮される便利な使い方を、ステンレスとアルミの薄板の角を
ナメ付けで、パルス周波数を変えて溶接してみました。溶け込み方と鱗ビードの違いが
よく判ります。
最後に、今まで実戦で困った時の原因と解決方法を私が判る範囲でお答えしました。
・溶接中に”ボー”となる!?
(母材の裏面に塗膜や汚れ、油などが有り、それが焼けてガスと成り出てくる事が原因かも)
・溶接強度について(脚長とのど厚)
・薄板の半自動溶接で穴が開きやすい時は?(ワイヤ経を細くし溶接電流を下げてみる)
・水冷式トーチは必要?(メリット、デメリット)
などなどをお話しました。それが少しでも解決に役立ってくれると良いと思います。
「あとは会社に戻って、繰り返し溶接しないと覚えないね…」と、
普段は主の仕事が忙しく中々時間が取れないようで、今回の講習が少しでもお役に立ち、
実戦で経験を積んで身に付けるてくれれば良いですね。
お帰りの際には、「こういう溶接を学ぶ場や基礎知識的な事を教えてもらう機会が無いので、
また改めて他のスタッフも講習に参加させたい!」と、言ってもらい講習した甲斐がありました。
今回は、溶接講習にご参加いただきありがとうございました。
また何かご不明な点がございましたらお気軽にご連絡下さい。
皆さま、奮ってのご参加をお待ちしております。
https://www.weldtool.jp/contents/welding-lesson
金属リサイクル事業者さんにエアープラズマ切断機のデモに行ってきました。
2021年06月09日
こんにちは、関東営業所の磯部です。
TIG溶接機を納品した帰り道に丁度、プラズマ切断機の購入を検討されている工場さんが
あったので、立ち寄ってデモをしました。
金属リサイクル事業を行っている工場さんです。
工場に入ると廃棄されたモーターや瞬間湯沸かし器などが山積みになってました。
話しを聞くとモーターのカバー(ハウジング)を外して中にある銅線を回収するそうです。
今はカバーを、はつりハンマーで一生懸命に割っているそうですが、モーターのカバーは
鉄やアルミなどの鋳物で出来ており、肉厚が厚く凄く硬いので割るのも一苦労です。

そのため数をこなすのは可成りの重労働ですし、作業時間も掛かり不効率です。
ガス切断機の導入も検討してますが、鉄のカバーは切断できますが、アルミは切断できず。
また、モーターの他にもステンレス製品など様々なものを切断したいとのことで、
プラズマ切断機しかなく導入したいとのこと。
しかし、お客様はプラズマ切断でどの程度切断できるのか判らず一度試して
見たかったそうです。
それでは、先ずは鋳鉄製のモーターカバーを切断します。
できるだけ肉厚の薄い箇所を確認し切断します。その方が早くて確実です。

しっかりアースを接続し、切断スタート。

ものの数秒で、見事に真っ二つに割れました!

続いて、ごっついアルミ鋳物製のモーターカバーです。
このカバーは放熱フィンがカバー全体あり複雑な形状をしているため、トーチの先端が
カバーの面に接触する箇所を探して切ります。
トーチの先端(チップ)が2mm程度以上離れると切れ味が悪く成ります。

その他、様々なモーターカバーも切断して試して貰いました。

お客様は見るまでは半信半疑でしたが、使い方が簡単で切断も早い、そして、アルミや
ステンレスも切断できる事に満足されました。
そして、導入に際して低価格なWT-60と高出力タイプのWT-100の2機種あるので、
どちらがこの作業に向いていてコスパが良いかを比較し説明しました。
WT-60でも切断能力は十分ですが、接触タイプなのでトーチ先端が切断物から離れてし
まうと止まってしまう。
モーターカバーや様々のものを楽に能率よく切断するためには、多少離れてもアークが
途切れず連続して切断できる非接触タイプのWT-100の方が便利でなので、こちらをお勧
めしました。
お客様も理解されWT-100の方が少し高価に成るが購入をしたいとの事で、
最後に消耗品の事や必要なエアーコンプレッサーについて説明しました。
撮影のご協力ありがとうございますした。
何かご不明な点がございましたらお気軽にご連絡下さい。
今回使用した機種の詳細はこちらから
エアープラズマ切断機
WT-60(切断能力10mm/鉄の場合)
WT-100(切断能力25mm/鉄の場合)
【初心者向け】仕事やDIYで使えるおすすめTIG溶接機5選【100V・200V】
2021年06月01日
こんにちは。WELD TOOLです。
自宅で過ごす事が多くなった昨今、仕事での使用はもちろんの事
DIY等でも活躍が出来るTIG溶接機を何種類かご紹介をしたいと思います。
溶接未経験の方でも分かり易く(動画あり)紹介していきますので、
ぜひ最後までご覧ください。

【目次】
①TIG溶接を始めるにあたって必要なもの

- ●溶接機本体(100V or 200V)
- ●母材と同種類の溶加棒
- ●溶接面
- ●保護手袋(作業着等、長袖のものが望ましい)
- ●アルゴンガスボンベ(ガス調整器)
ざっと箇条書きにしましたが、最近の溶接機はある程度セットになっていますので
自身で用意していただくものとしては最低限これくらいになりますね。
TIG溶接は片手にトーチ、片手に溶加棒を持つことになるので
溶接の面に関しては両手が自由に使えるものにして下さい。
②TIG溶接機の選び方
金属でも色々な種類がありますが、特に多いのが鉄、ステンレス、アルミです。
今回はこの3つに絞って説明していきます。
ステンレスや鉄には直流TIG溶接機
主にステンレスを溶接するのに使う。アルミ以外の鉄、チタンなども溶接が可能。
溶接部をシールドするためにアルゴンガスを使う。電極にタングステンを使用。
溶加棒を使わない”ナメ付け”もしくは、溶加棒を使い、両手で作業する溶接方法がある。
ステンレスの溶接にはステンレスの溶加棒を、母材と同じ材質のものを使う。
スパッタが無く、音も静かで仕上りもキレイ。細かい繊細な溶接にも最適!
アルミには交流TIG溶接機
アルミやマグネシウムの溶接に使用する。
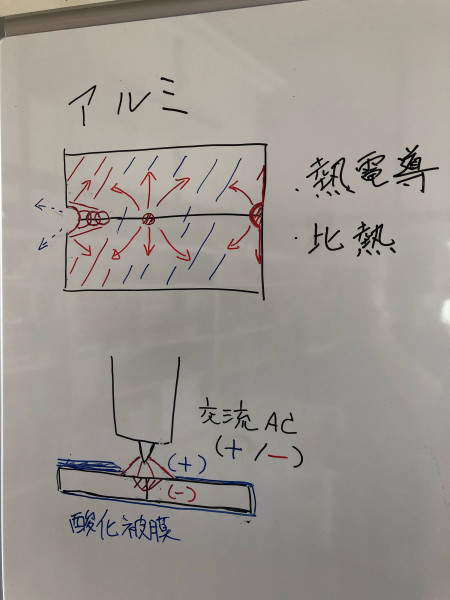
ステンレス、鉄の溶接とは違い、アルミは熱が伝わり易いため、母材全体に熱が逃げていき
最初はなかなか溶けてくれませんが、アルミ自体の融点は低いため、
熱がこもってくると耐えきれずに一気に溶け広がる特徴がある。
溶接してみると粘っこく、ちょっとしたコツがいる。
↓↓アルミ溶接のコツを確認する↓↓
機械を選ぶ際は交流、直流の切り替えが出来る溶接機が両方使えて便利!
パルス機能があるかどうか
パルス溶接は高い電流(溶接電流)と低い電流(パルス電流)を交互に切り替え
溶接を行う方法。厚板溶接はパルスなしで行うが薄板に関してはパルスを用いた方が
母材の酸化、溶け落ち、歪を最小限に抑えられる。
作業時間と使用率
溶接機の使用率は10分間でどれだけ使用できるかを表す。
(例:使用率60%、出力最大で溶接した場合だと6分間使用後、4分間は休憩)
使用率を超えると自動で停止する機種もある為、作業時間に合わせた使用率の
溶接機を選定すると良い。
価格の違い
TIG溶接機を使用するにあたって、電源は主に3種類あります。
- ●200V専用
- ●100V/200V兼用
- ●エンジン駆動式(ガソリン・ディーゼル)
価格としては、
200V専用 < 100V/200V兼用 < エンジン駆動式 の順となります。
エンジン駆動式は電源がいらないため高価です。
その他インバーターとデジタルインバーターがあり、デジタルインバーターの方が高価となり
また最大出力が高い程、高価です。
インバーターとは
インバータとは、直流または交流から周波数の異なる交流を発生させる電源回路、
またはその回路を持つ装置のことである。
溶接機だと、電圧と周波数を変えること。電圧や周波数を変えることによりモーターの回転速度を
細かく調節することができます。
デジタルインバーターとはインバーターと比較して細かく電圧調整が可能。
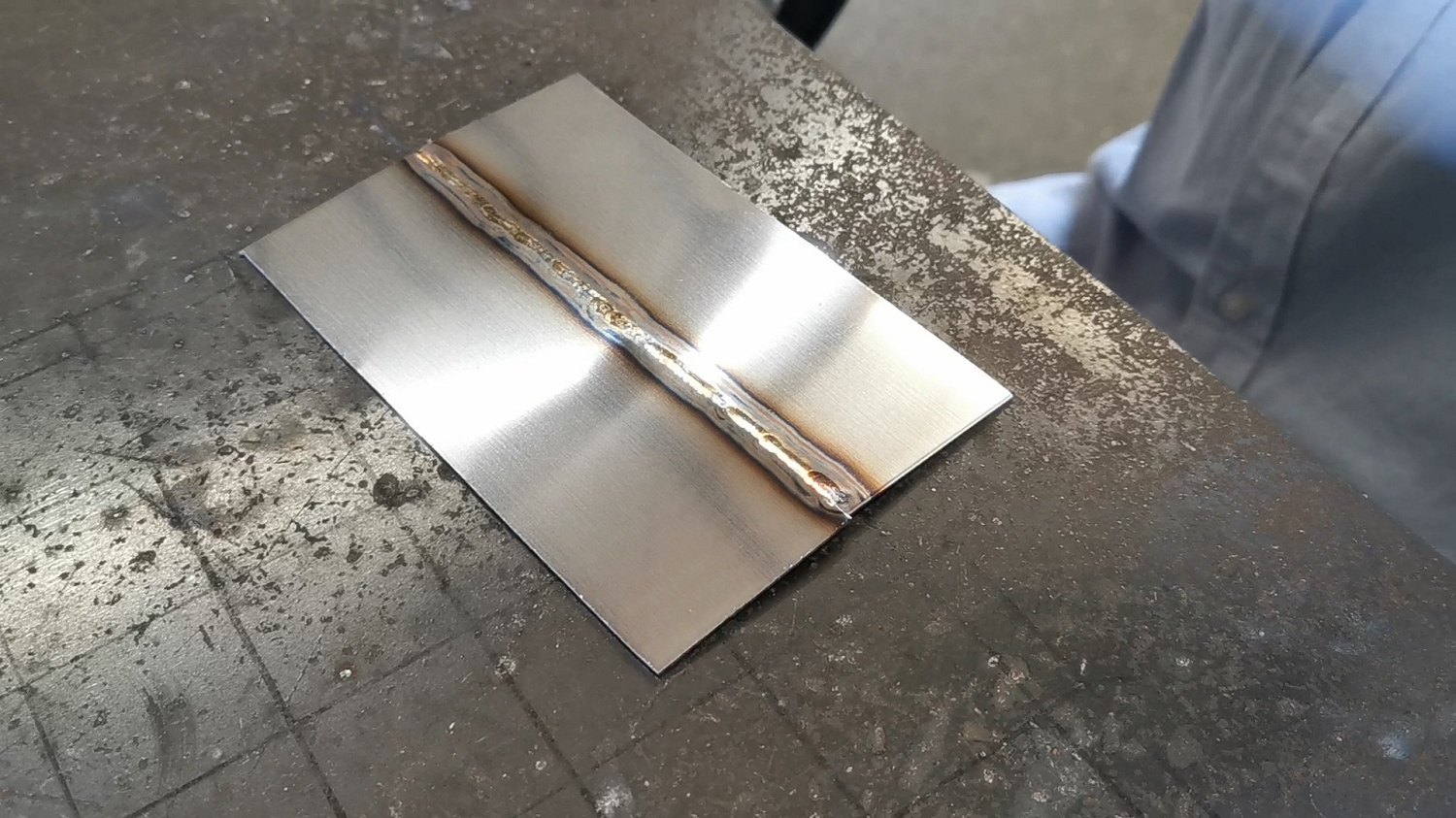
溶接後の仕上がり(綺麗さ)
画像の様に周りにスパッタが一切付着してません。見た目のキレイさは
熟練度にもよりますが、他の溶接方法に比べると顕著に差がみられます。

機種選びは実際に溶接する金属の種類(直流/交流)
厚み等(パルス機能の有無)を考慮して探す事ですね。
③おすすめのTIG溶接機5選
さて、ここからはおすすめのTIG溶接機を5機種ほど紹介していきます。
・インバーター直流TIG溶接機 WT-TIG160【100V】

「WT-TIG160」は何といっても小型・軽量なのが最大の特徴です。
100Vで使えて小型なので場所を選びませんね。
画像を見てもらえると分かるよう
操作も極めてシンプルで、初心者の方も特別難しい設定を行う必要はありません。

TIG溶接機「WT-TIG160」を購入したお客様の声をご覧下さい。
※クリックすると別ページに表示されます。
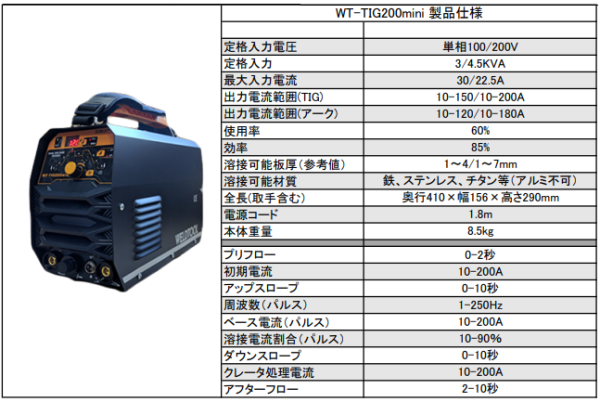
・インバーター直流TIG溶接機 WT-TIG200mini【100V/200V兼用】
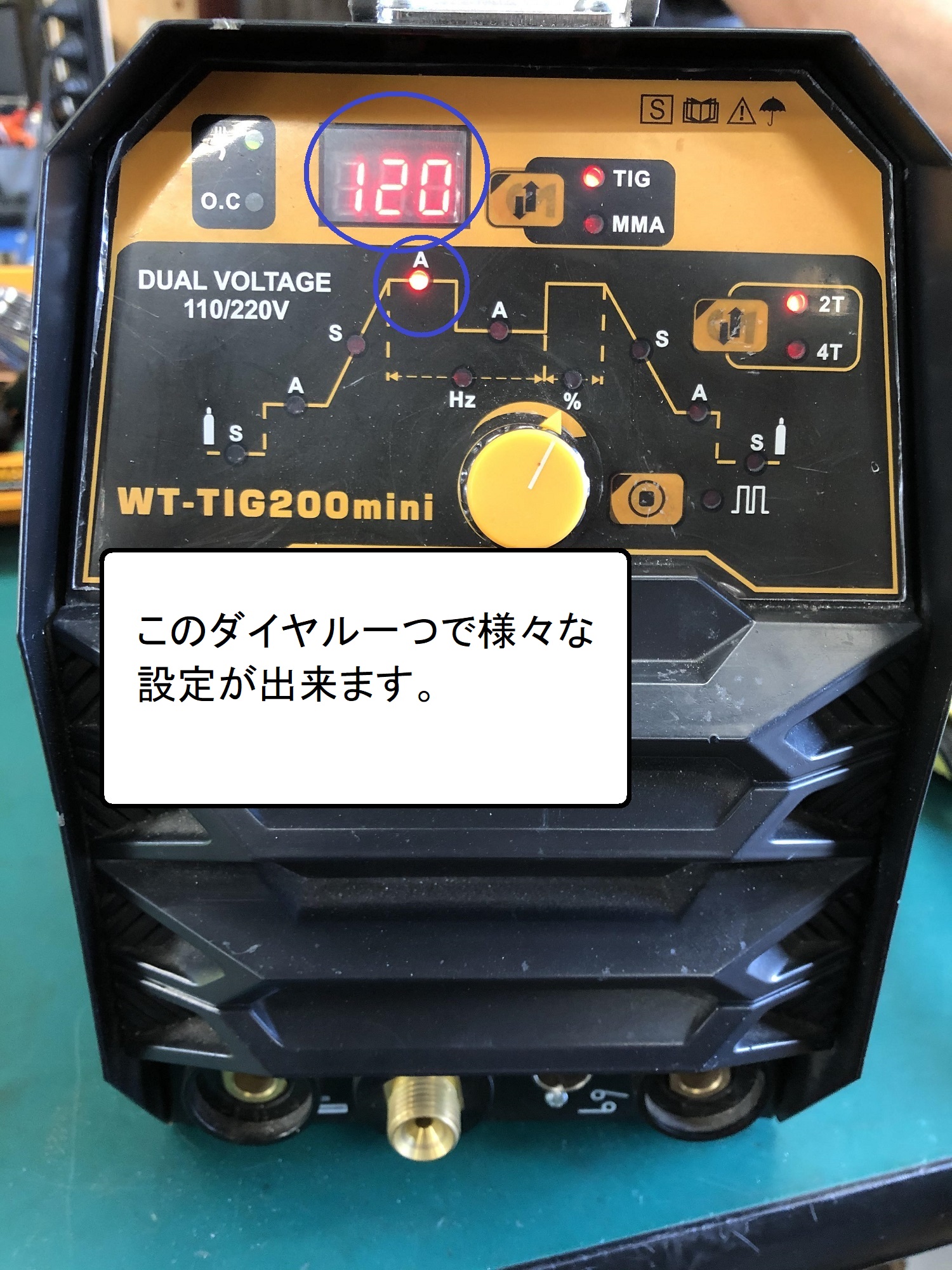
こちらの機種も小型で100V/200V兼用なので場所を選びません。
また、電源の100V/200V変更は自動認識なので差し込みプラグを変更するだけです。
初期電流、クレータ処理電流、プリフロー、パルス制御等、多くの機能が使用できます。
ちなみに100V接続時での最大出力は160アンペアとなります。
アーク溶接(手棒)も出来るのは嬉しいですね。
TIG溶接機「WT-TIG200mini」を購入したお客様の声をご覧下さい。
※クリックすると別ページに表示されます。
・インバーター直流/交流TIG溶接機 WT-TIG200【200V】

TIG溶接機「WT-TIG200」は様々な機能を有するハイスペックモデルです。上記の2機種と
比較して一番違うところは“アルミの溶接”が可能な事です。
アルミ溶接時はAC/DC切り替えスイッチをACにするだけ、操作も簡単ですね。
他にも自己保持、パルスを初めとした多くの機能が付いており、有名メーカーの溶接機と比べても
遜色無いという声も頂いております。
こちらの機種もアーク溶接(手棒)が使用可です。

TIG溶接機「WT-TIG200」を購入したお客様の声をご覧下さい。
※クリックすると別ページに表示されます。
・インバーター直流マイクロTIG溶接機 WT-MTIG250【200V】

マイクロTIG溶接機「WT-MTIG250」は、瞬間的なアーク(1ms~200ms)※200ms=0.2秒
を発生させ母材への入熱を抑える事で、歪や溶接焼けといった不具合を減らすことができる、
新しいタイプのTIG溶接機です。
通常のTIG溶接モード(最大出力250アンペア、板厚約10mm)に加え
薄板溶接に特化したマイクロTIG溶接モード、ステンレス溶接焼け取りができ、
薄板や細かい物の溶接には一番向いている機種だと思います。

TIG溶接機「WT-MTIG250」を購入したお客様の声をご覧下さい。
※クリックすると別ページに表示されます。
・水冷ユニット搭載、直流/交流TIG溶接機 WT-TIG320S【200V】

機種の特徴としましては、
- ●3年保証付き!(Sシリーズに限る)
- ●わかりやすい液晶カラーディスプレイ
- ●一つのダイヤルで簡単操作
- ●厚みを設定すれば電流は自動で設定(最大出力320アンペア)
- ●メモリー機能付(設定を18パターン記録可)
- ●自己保持、パルス制御、クレーター処理、SPOT等多機能!
- ●水冷ユニット搭載!(ON/OFF切り替え可)
- ●7立米のボンベが設置出来る!キャスター付きで移動も楽!
水冷ユニットと溶接機が同期されているので溶接時のみ水冷タンクが作動。
電源は一つでOK、溶接以外は水冷タンクはOFFなので省エネ、音も静か!

TIG溶接機「WT-TIG320S」を購入したお客様の声をご覧下さい。
※クリックすると別ページに表示されます。
④-1実際に溶接をしてみよう(セッティング~仮溶接)
先ずはセッティングですけど、付属されてあるケーブルを
本体に接続するだけです。
今回はWT-TIG200を使用して説明します。

※接続方法は取説に記載
アース先端のクリップは溶接台、もしくは母材に直接挟みます。
(※錆び、塗装で通電が出来てない場合はグラインダー等で削って下さい)

アルゴンガスボンベを接続します。

※ガスホース、ワンタッチカプラも弊社溶接機には付属されております。
トーチ先端に付属の消耗品をセットして・・
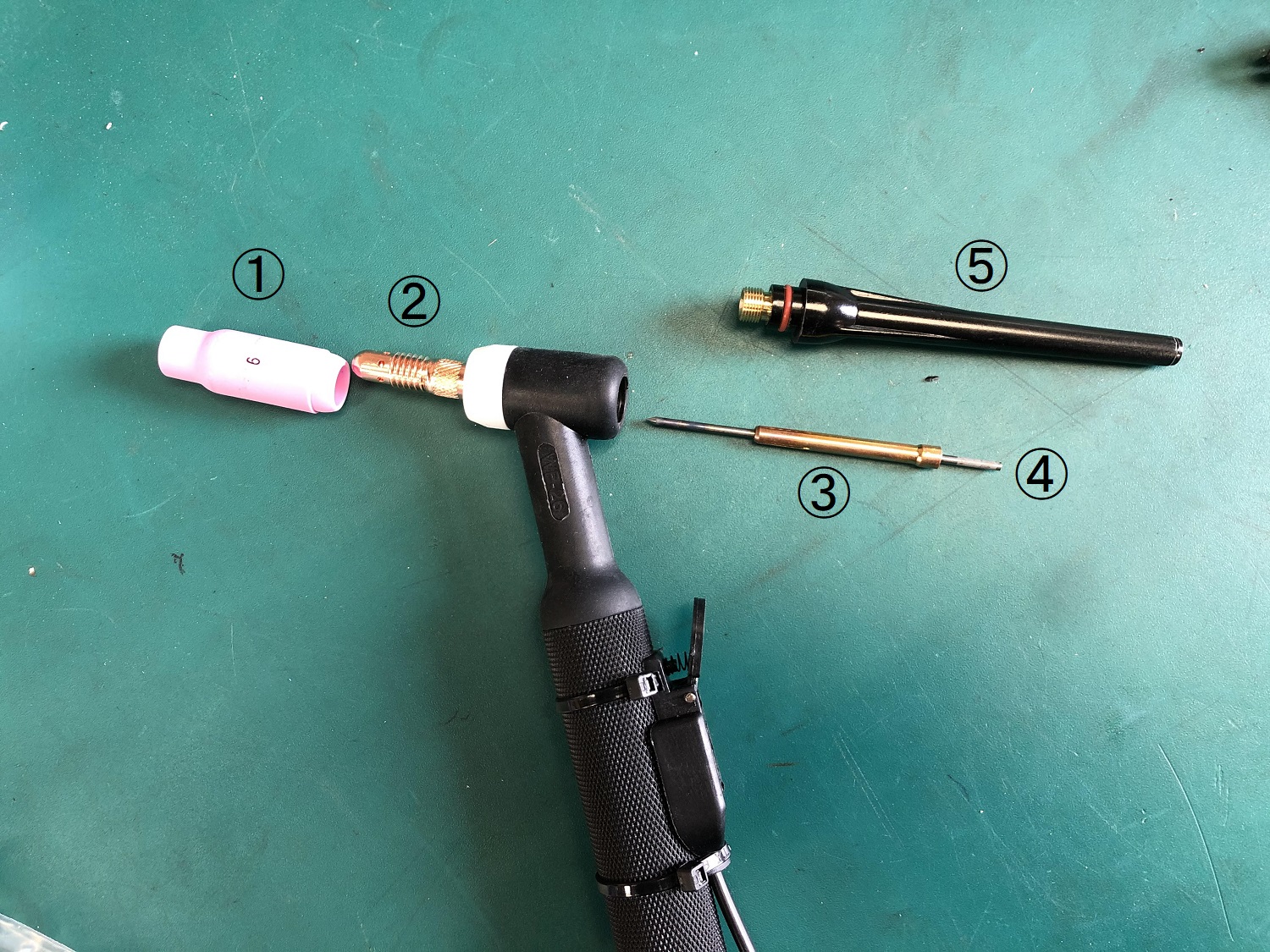
- 1.セラミックノズル
- 2.コレットボディ
- 3.コレット
- 4.タングステン電極
- 5.トーチキャップ(ロング)


こちらにタングステンの種類、研磨について詳しく説明してますので、
良ければ参考にして下さい。
(※クリックすると別ページに表示されます)
セット方法については動画で紹介します。
これで電源を入れ、トーチスイッチを押すと溶接が出来る状態ですね。
次に仮付け(なめ付け)です。
この作業が上手くいかない事には本溶接の難易度が上がるといっても過言ではありません。
ステンレス、厚みは1mmです。まずこの2枚の板を隙間なく合わせ、
数ヵ所仮止めします。

これで下準備は完了ですね。
④-2実際に溶接をしてみよう(本溶接)
溶加棒を使った溶接はこちらの動画をご覧下さい。
ちなみに・・・溶接棒の送り方について
ちょっとしたコツがあり初めてTIGをする方には少し難しいかもしれません。
こちらの動画で棒の送り方を詳しく説明していますので参考にして下さい。
DIYのTIG溶接に資格は必要なのか?
結論から言いますと、個人の趣味として溶接を行うのであれば不要です。
ただ会社が仕事として溶接をするのであれば、「アーク溶接特別教育」といった講習を
受ける必要があります。
アーク=放電、当然危険は伴ってきますのである程度の知識は必要となります。
⑤TIG溶接機を買う前に実際に試してみるのがおすすめ
弊社では機械購入前に実際に使用をしてみたい、溶接(設定)を教えて欲しいといった
お問い合わせがよくあります。前もってご連絡いただければ使用してみたい
機種をご用意してお待ちしてます。
※クリックすると別ページに詳細が表示されます。
初心者向けに溶接講習もしておりますので、
埼玉近辺に拠点がある方は是非ご利用ください。
(※クリックすると別ページに表示されます。
下部に予約フォームがあるのでご利用下さい)
ここまでご覧いただき、ありがとうございました。
ご不明な点がございましたらお気軽にお問い合わせ下さい。
今回使用した機種はコチラ。※クリックすると別ページに表示されます。





溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
アルミホイール修理を始める工場さんに、TIG溶接機のデモに行ってきました。
2021年05月26日
こんにちは、関東営業所の磯部です。
車の鈑金塗装工場さんでアルミホイールの修理を新たに始めたいと言うことで、
TIG溶接機のデモに行ってきました。
工場に入り周りを見渡すとベンツばかりで驚き!
それで、デモ用に用意されたアルミホイールは、やはりBenzのホイールでした。
Benzのホイールはすっごく高価と思いますので、直せればお客さんも修理費用が安く済むし、
工場側も工賃売上げが上がりWin-Winですね。

早速、ガリ傷を想定して、サンダーでえぐった箇所を溶接してみて欲しいとのことで、
肉盛り溶接をしました。

先ず、リムの縁側①の溶接は、特に問題なく肉盛りできました。溶接電流は120~140Aです。
続いて、スポーク部分②。このホイールは1ピースで、ホイールの中心に向かっていくと、
可成り肉厚が有ります。さすがBenzのホイールはデカいし、ゴッツイ(・□・;)
溶接電流を180アンペアまで上げましたが、それでもなかなか溶けず溶接棒が上手く
入れ難くいため、ゆっくりとウィービング(ジグザグ)しながら溶接しました。
アルミは熱が逃げ易く、そのうえ肉厚が厚いためなかなか溶けてくれません。
出来れば最初にガストーチバーナーなどを使って予め溶接部周辺に熱を入れておくと
溶け易く溶接が上手くいきます。
それでは、スタッフの皆さんに試して貰いましょう!
では、どなたから溶接を遣ってみたいですか?
んんん。。。一番バッターは、周りの皆さんの目があり、プレッシャーが掛かるので…
そしたら、女性の方が手を挙げました。さすが女性は度胸がありますね。 母は強し(笑)

初めてのTIG溶接で難しいアルミ、そして肉厚が厚い… 思うように上手くできない。
もちろん当たり前で、いきなりハードルが高い溶接をするのは無理があります。
そのため、一旦アルミホイールの溶接は止めて、端材で有った2mm厚のアルミの角パイ
プで、TIG溶接のコツを覚えるために練習しました。

そしたら、さすが鈑金塗装のプロの方達で習得が早い。
だんだん上手くできるように成りました。


この後は、肉盛った部分を削り、研磨仕上げ、塗装に成りますが、
鈑金塗装工場のスタッフの皆さんは、そこはプロなので言うことなし!
塗装仕上げまで一連の作業に興味が有り、知りたい方は、こちらをご覧ください。
アルミホイールのキズ、凹みをTIG溶接で修正→塗装まで初挑戦!

スタッフの皆さんでホイールの肉盛り溶接を試され、結構楽しんでおられました。
こちらの工場さんでは、Benzのホイールの修理が多いみたいで、置いてあった他のホイールも
見ると、どれも大きくて肉厚が厚いので、デモをしたWT-TIG200(最大出力電流200A)より
余裕のあるWT-TIG315(最大出力電流315A)をお勧めしました。
そしたら社長は一つ返事で、「それじゃあ、それ頼むわ」と即答でご注文を頂きました。
ありがとうございました。
実際にアルミホイールの溶接作業を始めると判らないことが多々出てくると思います。
何かご不明な点がございましたら、お気軽にお問合せを頂ければと思います。
今回デモに使った溶接機はこちら:WT-TIG200(最大出力電流200A)
ご購入いただいた溶接機はこちら:WT-TIG315(最大出力電流315A)
TIG溶接機とプラズマ切断機を特装車整備の工場様に納品しました。
2021年05月14日
こんにちは、関東営業所の磯部です。
この度、特装車を専門に整備している工場様にTIG溶接機 WT-TIG200とプラズマ切断機
WT-60をご購入いただき納品に行ってきました。
さすが特装車両を整備しているだけに溶接機は既に何台か有り、その中でも今までは、
大手メーカーさんのフルデジタルで多機能なTIG溶接機をメインに使用されていました。
しかし、大型車両の整備作業は広範囲なために移動して使うには大きくて重いので不便です。
そのため今回は、手軽に持ち運べ、操作が簡単で扱い易いWT-TIG200をご購入いただきました。
また、プラズマ切断機も既に持っていましたが、100V/200V兼用の小型タイプで、
思うように切れないということで、今回、板厚10mmまでしっかりと切断できる
WT-60もご購入いただきました。ありがとうございました。

セッティングを終わらせると、作業者5~6名の方達は作業中でしたが、手を止めて
集まっていただき操作説明をしました。
勿論、溶接は今までされているため、この溶接機での各機能の設定方法を説明し、
特にどの溶接機でも慣れないと迷ってしまうパルス機能の設定方法(周波数、パルス幅)
を溶接しながら説明しました。
そして、実際に溶接するステンレスやアルミの材料を使ってパルス溶接の便利な使い方を
説明し、皆さんに交代交代で練習を兼ねて溶接性を試して貰いました。
つづいて、アルミ溶接時のAC(交流)バランスの調整方法を説明し試して貰いました。

TIG溶接機の取扱説明が終わり、続いてプラズマ切断機です。
TIG溶接機の後ろに有るのがプラズマ切断機WT-60です。
軽量コンパクトなボディ(重量13kg)でありながら、切断電流(出力)は、
なんと! 60Aの高出力で厚さ10mm位までの鉄板を切断できます。

やはり、実際に使用する材料のステンレスやアルミ材を作業者の方達が交代しながら、
切断して試して貰い能力に納得していただきました。
気が付くと時間が経つのを忘れていて、皆さんの作業の手を止めて取扱説明を行っていたので、
切りの良いところで終了にしました。作業者の皆さまお忙しいところ時間を割いていただき
ありがとうございました。
今流行りの高額なフルデジタル溶接機は、機能が多過ぎて操作が複雑過ぎるため、
このように作業者が多く忙しい工場さまで使い回すには、意外と扱いづらいと思います。
(理解???していないと使えない機能が多いので、ほぼ使わず無駄になる…)
今回納めさせて頂いたWT-TIG200溶接機は、操作が簡単で誰でも扱い易くコスパに
優れていますのでお勧めです。
興味がある方は是非、ご気軽に弊社までお越し下さい。
また、近郊であればデモにお伺いいたします。
その他、何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
株式会社WELDTOOL 関東営業所
今回使った溶接機はこちら:WT-TIG200
今回使ったプラズマ切断機はこちら:WT-60
解体に使用!エアープラズマ切断機のデモに行ってきました。
2021年04月22日
こんにちは。WELD TOOLです。
先日、お問合せで倉庫を解体した際に出たH鋼をトラックに積める大きさまで
切断したいと連絡を頂きました。(厚みは5mm程度)
最初は鉄なら約10mm切断が可能なWT-60で大丈夫だと思っていたんですが、量がたくさん
ある事と出来るだけ楽に切断したいとの事でしたので、
佐賀県までデモに行ってきました。
使用した機種はWT-60(単相200V)とWT-100(三相200V)です。

現場まで到着すると大量のH鋼が積み重ねてありました。
画像では一部だけですが、この束が幾つも・・・
切断する前にこれだけ錆があると通電しないと思うので、アースを挟む部分を
削り、実際に切断しているところを見て頂きました。



その後、実際に機械を使ってもらいちょっとしたアドバイスをしました。

アドバイスと言っても消耗品をいかに上手く使うかのコツなどの説明です。
↓詳しくはこちらをクリックして下さい↓(※別ページに表示されます)
プラズマ切断機の消耗品の交換頻度、長持ちさせるコツ
プラズマ切断機の消耗品耐久性テストを動画にて
また今回は一人ですべて作業をされるとの事でしたので、よりパワーの強いWT-100を
ご購入頂きました。
撮影のご協力ありがとうございます。
何かご不明な点がございましたらお気軽にご連絡下さい。
今回使用した機種の詳細はこちらから
エアープラズマ切断機
TIG溶接機をご購入頂き、アルミ溶接のコツを説明に行ってきました。
2021年04月20日
こんにちは、関東営業所の磯部です。
同じ埼玉県内の工場で設備の製造を行われている企業様にWT-TIG315溶接機をご購入いただき、
操作説明と兼ねてアルミ溶接のコツを説明しに行きました。
こちらの工場では、今まで様々な鉄の溶接作業をされており、アルミ溶接は外注していましたが、
これからアルミ溶接も内製化し事業を拡充するそうです。
工場に訪問すると、既に納品した溶接機が設置してありました。
(偶然にも図ったようにピッタリと収まってますね)

WT-TIG315溶接機は交直両用機なので、勿論、鉄やステンレス(直流)の溶接もできますが、
棚の下には、高価そうなフルデジタルの直流専用機(鉄の溶接用)が既に有りますので…(苦笑)
アルミ(交流)溶接専用で使用されるそうです。
早速、説明を行うのですが、作業者の方はベテランさんで鉄の溶接経験は豊富でアルミ溶接の
経験が無いだけなので、鉄とアルミ溶接の違いと注意点を説明しました。
アルミも鉄も溶接の施工方法は変わらないのですが、アルミ溶接が難しいと思われているのは、
鉄と性質・特性が違うからです。
溶接に関係するアルミと鉄の異なる性質・特性の主だった点を挙げます。
【熱伝導率】 アルミは鉄の4.4倍(熱が逃げやすい)
●溶接スタート時は、周りに熱が逃げてしまい溶け始めるまで時間が掛かるので、
しっかりと溶融プールができるまで待つ。(焦らずにじっと我慢する)
【溶融温度】 アルミ(約660℃)は鉄(1530℃)の1/2以下
●一度熱が入りると、逆に溶けるのが早くなるので溶接スピードを上げていく。
●母材への熱の入り方次第で溶け込みの変化が大きいため、適した溶接電流の調整が必要。
・母材が冷えている ⇒ 溶け込みが悪い ⇒ 溶接電流を上げる。
・母材が熱い ⇒ 溶け落ちやすい ⇒ 溶接電流を下げる。
●溶接棒は太目を選定する。(鉄、ステンレスは細目)
・鉄やステンレスと比べて溶融プールが大きくなり、溶接棒を加える量が多いため。
・アークの熱により溶接棒の先端が溶け玉に成りやすいため。
【酸化被膜の融点が高い】
●アルミ:2020℃ / 鉄:1360℃。
・母材よりも表面の酸化皮膜(自然酸化)の融点が高く、母材を溶かす邪魔をするために
交流〔電極+〕で除去〔クリーニング作用〕しながら交流〔電極-〕で溶かすを繰り返して
溶接を行う。(溶接電流の交流を使用する理由)
・酸化皮膜が厚くなった(腐食し白っぽくなる)アルミ材の場合には、溶接の妨げになる
ために予めしっかりと削り落とす。

<予備知識>
●市販されているアルミ製品には耐食性の向上のために*アルマイト処理されものが有ります。
(*アルミを電解処理して人工的に厚い酸化皮膜を生成させる表面処理のこと)
・見分け難いので注意!
・アルマイト処理されたアルミ材は、絶縁され通電できない為、予めしっかりと削り落とす。
(削りが甘いと溶融プールが沸いたり、黒い物が出てきたり溶接不良になります。)
いつも前置きが長くなり、すみません…..(このアルミの特性を知って貰えば特に難しくないので)
より詳しく知りたい方は、【初心者向けアルミ溶接特設ページ】をご覧ください。
それでは、先ず溶接してみないと判らないので、試して貰いました。

前述した内容を簡単に説明しながら溶接を試していただきますと、最初は少し戸惑っていましたが
さすがにベテランさんで直ぐにアルミの溶け方に慣れて上手く溶接できるように成りました。

薄板から厚板の突け合わせや隅肉溶接を試しました。
また、パルス溶接をした事が無かったとの事で、角継の溶接ではナメ付け(共付け)で、
パルス制御を使い周波数を変えてみて溶け込み方の違いや溶接ビードの波形を比べて
楽しんでました。

こちらは、板厚9mmですが、しっかり溶けて溶接ができ、これならアルミ溶接の依頼が来ても
もう大丈夫!と、喜んで満足しておられました。
このようにアルミ溶接を行ったことがない、溶接してみたい、知りたい、
という方は是非、ご気軽に弊社までお越し下さい。
また、近郊であればデモにお伺いいたします。
その他、何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
今回使った溶接機はこちら:WT-TIG315溶接機
————————————————————————————————————————
パルスミグ溶接機(アルミ溶接)を実際にみたいと、関東営業所に来店がありました。
2021年04月14日
こんにちは、関東営業所の磯部です。
今日は、パルスミグ(半自動)溶接機の導入を検討しているお客様が千葉県より来店されました。
遠方よりお越しいただきありがとうございました。
実際にパルスミグ溶接機 WT-MIG225ALでアルミ溶接を見てみたい。
お客様は、キッチンカー(移動販売車)の製作から販売を行っており、軽トラックに製作した
箱を載せるそうです。
実際に載せる箱の骨組みに使用する部材(アルミ角パイプ 2mm厚)をご持参いただき、
溶接を試しました。

お客様の社長は、溶接経験の浅い若いスタッフでも簡単にアルミ溶接ができる溶接機を
求めておられましたが、今回、見たかったパルスミグ溶接機 WT-MIG225ALは、
まさにその通りの溶接機です!
溶接の″上手い″、″下手″には、溶接機の設定(溶接電流、電圧、ワイヤー速度などなど)が
上手くできるかがカギになります。
上手い溶接工さんは、長い経験によりこの設定が判っているからです。
特にアルミMIG溶接には重要に成ります。
最新鋭でデジタル制御のこのパルスミグ溶接機 WT-MIG225ALは、
その設定が予めプリセットされており、材質(アルミ)と板の厚みを入力するだけ、
オートで熟練の溶接工さんの設定が再現できてしまいます。

ということで、
先ずは、簡単に溶接機の機能、操作説明を行い「論より証拠」なので、早速、溶接開始です。
私が少しだけ溶接して見せ、スタッフさんに簡単に溶接の仕方をアドバイスし実際に試して
貰いました。
するとどうでしょう、なんと、一発目から私より上手く溶接ビードを引きました!
私は、正直に少し悔しかったのですが…(笑)

どうでしょうか! 溶接経験が無いとは思えないこの溶接ビード。

社長も満足げにこれなら購入したいと、とんとん拍子に話が進みました。
また、併せてプラズマ切断機の購入も検討されており、プラズマ切断機 WT-60でデモを
行いました。
お客様は今現在、ディスクグラインダーやサンダーなどで切断作業を行っており、
プラズマ切断の圧倒的な速さに驚いておりました。

この後、導入に向けて電源(電気工事)の用意やその他に必要なものなどの相談を受け
ご説明しました。
このように実際に溶接機やプラズマ切断機のデモを見てみたい、試してみたい、
という方は是非、ご気軽に弊社までお越し下さい。
また、近郊であればデモにお伺いいたします。
その他、何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
今後ともどうぞよろしくお願いいたします。
今回使った溶接機はこちら:パルスミグ溶接機 WT-MIG225AL
プラズマ切断機は:エアープラズマ切断機 WT-60
————————————————————————————————————————-


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


