最新情報 アーカイブ | 15ページ目 (24ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























ステンレス加工(キッチン、厨房)会社さんにマイクロTIG溶接機のデモをしました【溶接焼けと歪み無くす!】
2021年11月05日
こんにちは、関東営業所の磯部です。
今回はステンレス加工(キッチン、厨房)会社さんからステンレスの薄板の溶接を
<マイクロTIG溶接機>で試したいとご要望があり溶接のデモを行いましたのでご紹介します。
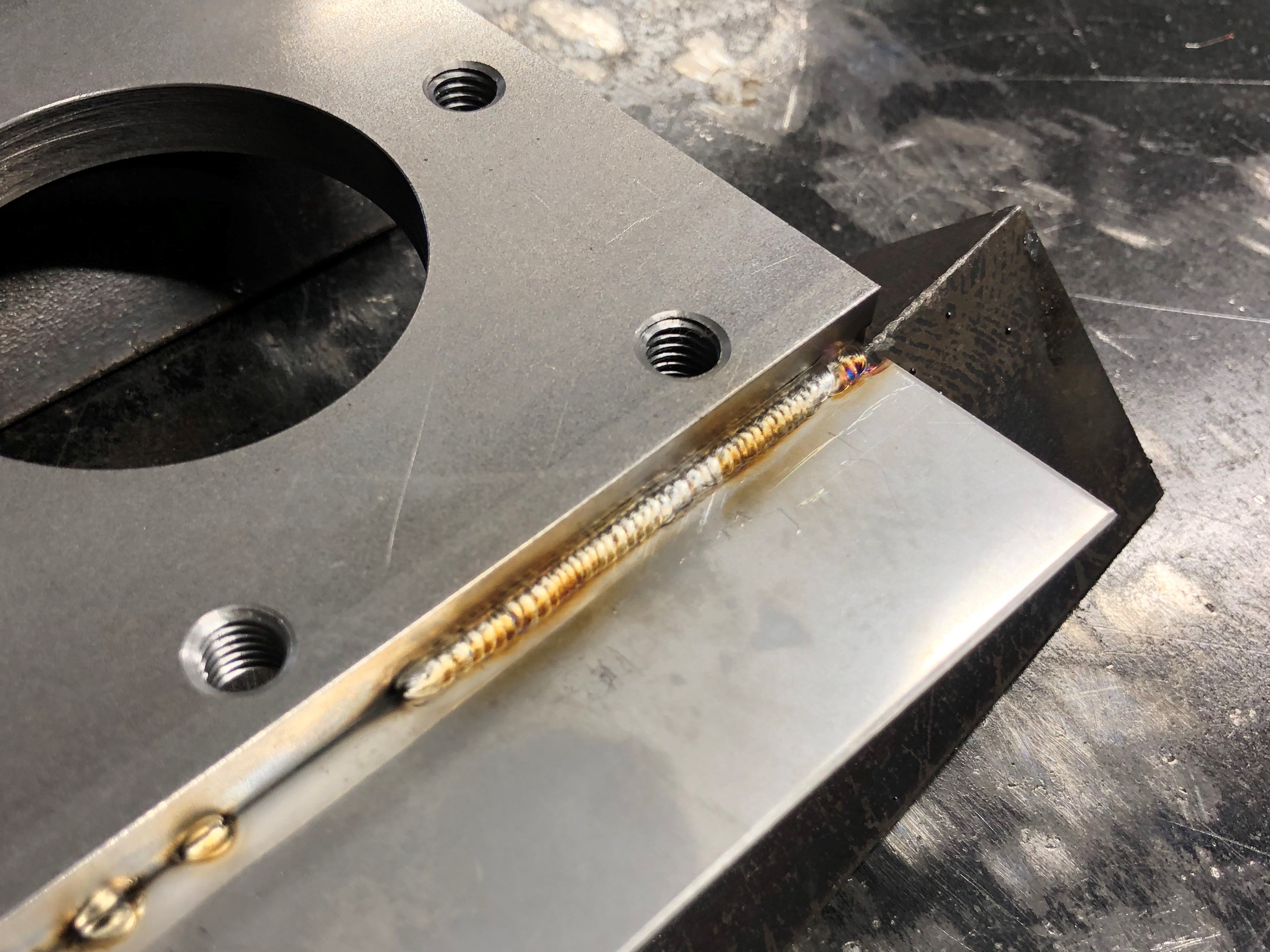
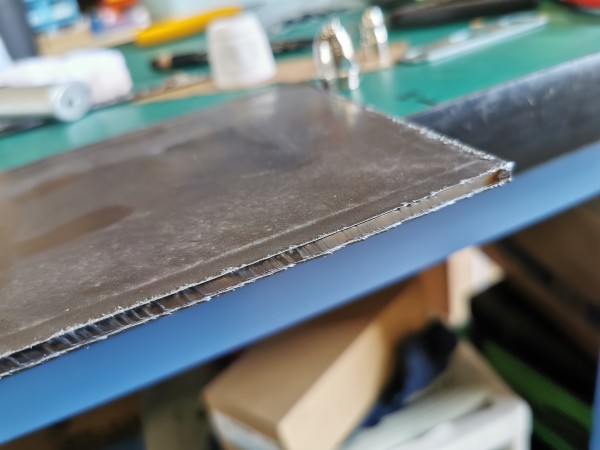
ものは厨房機器に使用する何か(棚?)だと思われます。<板:厚1.5mm/補強材:3.0mm>
板をプレスし補強を溶接してから仕上げ、1,000枚くらい製作するそうです。
大変な作業ですね。(^^;)


そこで、プレスされた部分に補強を何箇所か点付けで溶接して着けるのですが、この溶接が
コレがなかなかシビアな要求があるようです。
お客様が事前にご使用の溶接機で何箇所か溶接を試してました。(バラツキが有りますが)
一箇所を見ると、溶け込みは良いのですが焼け(酸化)が多く、仕上げでの時に焼け取り作業
が大変になってしまうそうです。<NGです!>

又、別の箇所を見ると、まあまあ良い感じに溶接されており、聞くと溶接した裏側を見ると
焼跡の範囲が大きいだけでなく、薄っすらと歪んでいるみたいです。
<これでもNGです> (-_-。)


実際に使用する時には、この面が表側になり歪んでいると目に付いてしまうため、
仕上げで磨いて歪みを落とさなければならなず、極力歪みが出ないようにしたいそうです。
最高の品質を追求する我が日本の″ものづくり″は大変ですね!(◎_◎;)

と言う訳で、前置きが長く成りましたが、ここでマイクロTIG溶接機の出番です!
マイクロTIGは、こんな溶接作業には打ってつけの最適な溶接機です。
安心して溶接できます。お任せください!
それでは、マイクロTIGで溶接してみます。
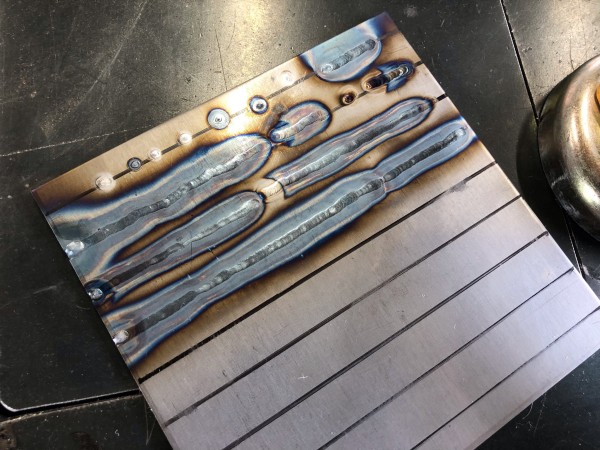
思った通り一発目から上手くいきました。 ″焼け無し″、″歪み無し″、お見事!


溶接条件は、<溶接電流:200A/アーク発生時間:100ms>です。
これは作業者のテクニックや経験ではなくマイクロTIG溶接機の性能です。
熟年工さんなら、これを長年の経験の積み重ねで確実にこなせると思うのですが、そうで
ないと人の″カン″(感覚)で溶接するのでは、どうしてもバラついてしまいます。
これをマイクロTIGでは、高い溶接電流でアーク発生時間を短く設定する事で、瞬間的に
溶かすため溶け込みが深過ぎず薄板でも裏側への熱影響が抑えられます。
それでは、実際にお客様に体感して貰います。
経験を問わず誰が溶接しても安心して確実でバラツキがなく同じ品質で溶接できます!

また、付属のマイクロTIGトーチは、この様な細かな溶接作業に適した小型の軽量で、
そして、首の部分がフレキシブルでくねくね曲がるので狭いところで溶接する時に便利です。
(標準のTIGトーチも使用できます。)

さすがは、マイクロTIG溶接機です。こんなお客様の難題を解決できました。
勿論、お客様はこの溶接結果に大満足され即決で購入して頂き、即お持ち帰り頂きました。
ありがとうございます。
また何か溶接で困った点などございましたら、お気軽にお問い合わせ下さい。
弊社溶接機のご購入の検討に際まして、このような溶接のデモも行います。
ご要望がございましたら、弊社にご来店頂くか溶接サンプルを送って頂く、
又は、近郊であればデモにお伺いいたしますので、何なりとお問合せ下さい。
今回使用した機種の詳細はこちらよりご覧になれます。
・マイクロTIG溶接機 WT-MTIG250
(クリックすると別ページに表示されます)
女性の方から溶接機の購入にあたって、溶接講習の依頼がありました。
2021年10月26日
こんにちは、関東営業所の磯部です。
今回は、女性の方から「溶接機を購入したいが、溶接をした事がないので併せて講習を受けた
い。」、また、「その時に実際に溶接したい部材(ステンレス厚み2~3mm)を持って行くので、
それを溶接できるように成りたい」と、お問合せがあり溶接講習を行いましたのでご紹介します。
女性の作業者の方が2名で来店されました。名刺を頂くと、なんと!創業”220年”の各種フィルター
・ストレーナの製作、張替、修理を行っている会社の方達でした。

持参され部材は、ストレーナー(フィルター)で、よく見ると外側と内側のリング
(ステンレス製)の間に網(ボール紙で養生)を挟んで、溶接して留めたいそうです。
仮(付け)止めだけの様な感じなので一見簡単そうに見えますが、網が被さってて何処を
溶接すればよいのか分かりづらく、狙いを外すと片側だけが溶けて着かず、また、溶か
し過ぎるとリングの角が溶け落ちて形がくずれてしまうので意外と難しそうです。
それでは講習を始めますが、使用する溶接機は工場には100vの電源しかないそうなの
で<WT-TIG160>にしました。
(クリックすると別ページに表示されます)

今回は、溶接ビードを引くのではなく薄板にピンポイントで点溶接をすることが目的なので、
アーク長(母材とタングステン電極の先端との距離)を極力短く(1~2mm)し維持する。
後は、溶融プールをよく見て適正な大きさに成るのを見極める事が大事です。
そのために最初は、その事を頭に入れて鋼板で練習をしました。

続いて、実践に近い練習をするためにステンレスの薄板1.5mmを重ねてピンポイントで
点溶接し、溶融プールが適当な大きさに成るように練習しました。

ここからは、ピンポイントで狙いやすいようにタングステン電極を長く(10mm位)伸ば
したいため、そして、極力焼け(酸化)を抑えるガスシールド性の良い<ガスレンズ>に
変えて溶接しました。 (クリックすると別ページに表示されます)


そして時々、ナットも溶接することがあるそうなので練習のために溶接してみました。
ピンポイントで点溶接するには、丁度いい練習材料ですね。


それでは、いよいよ最後に本番のストレーナーの溶接です!
いきなり本番で製品を溶接するのは、ミスる危険性があるので何枚か有るうちの一枚
だけを練習用にしました。

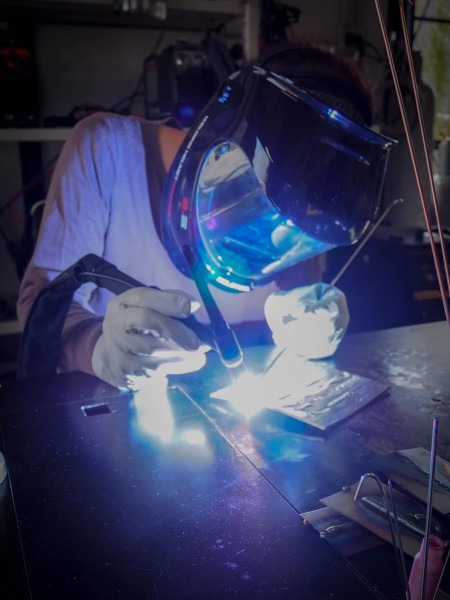
私がアドバイスした訳ではないのですが、狙いを定め溶接トーチがブレないように
自ら工夫していました。左手で上手くサポートの仕方を変えているのが分かります。
さすが″溶接女子″です! (笑)


何度か練習しましたが、やはり初めてのこともあり、狙いがズレている箇所もあります。
経験者でもコレ意外と簡単ではないです。集中して慎重に溶接しないと普通にズレます。

溶接自体は、もう上手くできるように成ったので、あとは狙い位置と距離ダケですね。
後は、帰ってから更に練習して本番の製品の溶接に臨むそうです。頑張って下さい!
この度は、溶接講習にご参加いただき、またWT-TIG160溶接機をご購入いただき、
誠にありがとうございました。
また何か溶接で困った点などございましたら、お気軽にお問い合わせ下さい。
弊社の溶接機をご購入いただくと丁寧な操作説明から溶接講習まで行いますので、
初心者でも安心してご使用いただけます。(弊社にご来店頂いた場合)
今回使用した機種の詳細はこちらよりご覧になれます。
・TIG溶接機 WT-TIG160 (電源100v)
(クリックすると別ページに表示されます)
溶接講習をご希望の方は、こちらから詳細がご覧になれます。
https://www.weldtool.jp/contents/welding-lesson
マイクロTIGユーザー様の依頼で板厚1.2mmと10.0mmの溶接サンプルを試作しました。
2021年10月19日
こんにちは、関東営業所の磯部です。
今回は、マイクロTIG溶接機<WT-MTIG250>を購入されたお客様からの依頼で、
薄板1.2mmと厚板10mmの溶接サンプルを試作してみました。
何かの液体を入れるタンク(肉厚1.2mm)に蓋を取付けるための鋼板(10mm)を溶接したいそうです。

厚板10mmに対して薄板が1.2mmと凄く薄いので、通常のTIG溶接では薄板が溶け過ぎてしまい
難しいですね。そこで、マイクロTIG溶接だと如何なの?という事で試してみました。
先ずは仮付けからですが、仮付けだけなら慎重にならづ気楽に溶接できます。
と、思いましたが、あれ!いつもの様に上手く着かない。やはり厚板が10mmもあるので
思うようには溶けてくれませんでした。
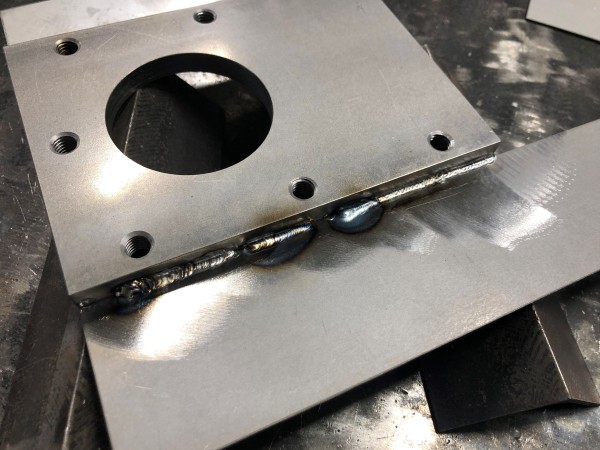
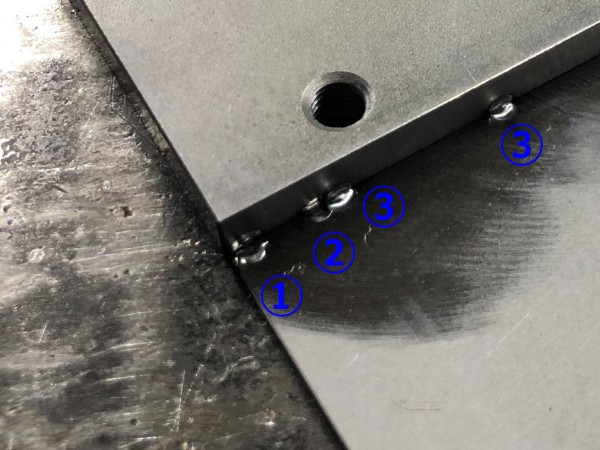
① 一発目の設定は取り敢えず溶接電流を250A、溶接時間を100ms(0.1秒)にしてみましたが、
時間が短かったせいか厚板の方が溶けきれず、薄板だけが溶け落ちてしまったようです。
厚板の表面を確実に溶かして薄板に落とさないのいけないで、時間を②150msから③200ms
まで上げてみると上手く着きました。
それでは、本付けにまります。
設定は、仮付けで条件出しした250A/200msでいきます。
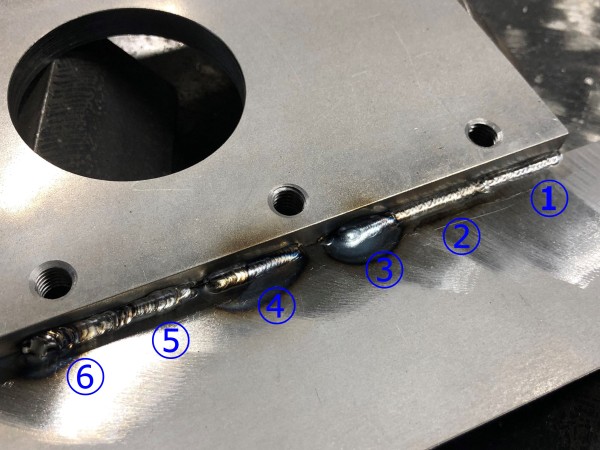
① 最初は様子見のため″手動モード″で溶け込みを確認。 良さそうです!
② 溶接条件さえ決まれば、あとは楽々便利な″パルス(自動)モード″に切替え速度を3Hzにして溶接しました。 ここまでは、まずまず良い調子です!
そこで、溶接強度を少しでも高くしたいとのご要望で、ビード幅(脚長)を広くしてみます。
③ ″パルスモード″の周波数を上げればもっと溶けるので、10Hzと極端に上げにてみましたが… あきらかに溶け過ぎです!(上げ過ぎ!)
④ そのため5Hzまで下げました。 まずまずです。
そして、更に強度を高くするために溶接棒を入れてみることにしました。
⑤ 溶接棒 Φ1.0では、細すぎて棒だけが先に溶けて先端が丸まってしまい上手くいかず…
⑥ 今度は太くして Φ1.6(Φ1.2が無かったので)では、逆に棒が太すぎて溶けきれず…
お客様に「Φ1.2mmの溶接棒が有れば上手くいくはず~~~ 残念ですが今は無いので…」と
説明すると、「ここまで出来れば十分 ! 」と、合格をもらいました 。
そしてそして、最後の最後に薄板をステンレスに変えて試して欲しいと頼まれました。
鉄とステンレスでの溶接条件は、さほど変わらないので難なく上手くいきました。
やっぱりステンレスは焼けないとキレイですね、満足!
さすが、マイクロTIG溶接機です。こんな難題な薄板溶接には最適です!
弊社溶接機のご購入の検討に際まして、このような溶接トライも行いますので、
ご要望がありましたら、弊社にご来店頂くか溶接サンプルを送って頂く、又は
近郊であればデモにお伺いいたしますので、何なりとお問合せ下さい。
今回使用した機種の詳細はこちらよりご覧になれます。
・マイクロTIG溶接機 WT-MTIG250
(クリックすると別ページに表示されます)
トラックのステンレスフェンダーをマイクロTIG溶接機で製作
2021年10月13日
こんにちは。
久しぶりにお客様の所へデモに行ってきました。
トラックのフェンダーを自作したが、通常のTIGで溶接したので歪が酷くて大変だと仰られてました。
お近くの会社様で、前日に来店→簡単にご説明してご注文は頂いていましたので、本日納品ついでに使い方の説明をさせて頂きました。

一通り説明とセッティングと説明を終えた後、「じゃあ試しにこれやってみて」と出されたのは、本物のフェンダーです(汗)
まさか実際に使うやつを出されるとは。。。しかもピカピカの鏡面品です(滝汗)

大物ですが、非常に精度よく曲げてあります。これだけピシッとくっついていれば、溶接棒無しでもいけそうです。
失敗しても気にしなくていいよ!!と仰って頂きましたが、見るからに材料費と加工費かかってそうな気が。。。なおさら失敗できません(滝汗)

恐る恐るマイクロTIGのパルス有りモードで溶接しましたが、上手くいきました。
母材が鏡面でピントがなかなか合わず、写真では暗く映ってしまっているんですが、実際はキレイな黄金色(焼け少)です。
「これだったらあえて研磨せずビードを残すって手もあるなぁ」と満足して頂けました。

ただ、ぶっつけ本番で多少焼けが入ってしまいましたので、もうちょっと設定を煮詰めたら焼け無しでいけますとお伝えしたところ、「そしたらこっちでもやってみて!」とのこと(汗)
自分でハードルを上げてしまい内心ヒヤヒヤものだったものの、何とか上手くいきました。これまたピントの関係で暗いんですが、銀色のピカピカビードです。
お客様にも「素晴らしいね!」と仰っていただき、心からホッとしました(;’∀’)
ついでに新機種(100V/200V兼用アーク溶接機)も試して頂きました。
100V/15Aの発電機で使用、φ2.6の溶接棒でしたがバッチリでした。200Vに繋げばもっと太い棒もご利用頂けます。引き続きテストし、問題なければ来年初旬発売予定です。
本当はこれも欲しいと仰っていただきましたが、すいません試用機なので1台しかないんです。。

緊急事態宣言も明けましたので、溶接講習やデモも再開しております。
お近くの方でご利用に不安がある方は、お気軽にお問い合わせください。
株式会社WELDTOOL
本社 福岡県福岡市西区吉武380-2 TEL:092-834-2116
関東(営)埼玉県八潮市木曽根1229-1 TEL:048-954-8901
無垢テーブルや家具販売(木材加工)会社さんに溶接講習を行いました。
2021年10月07日
こんにちは、関東営業所の磯部です。
今回は、千葉県の伊勢戸銘木店さんから、
「木材販売・加工(無垢テーブルや家具)を本業としていまが、お客様から金属部材との
マッチングを良く要望されます。できれば自社でそれらを作りたいと思っていますが、
初心者なので先ずTIGと半自動溶接の違いなどを理解して商品を購入したいと思い講習を
希望しました。」と、ご要望あり講習を行いました。
ご興味がある方は、こちらをご覧下さい⇒[伊勢戸銘木店]


伊勢戸社長とスタッフの方の2名が交代交代で講習されました。
スタッフは、なんと女性の方です。近頃は″溶接女子″なんて聞くように成ってきましたが、
私が溶接訓練を受けた時にも20人のうち3人が女性でした。
(男性陣より巧かったような…(笑))


講習はTIG溶接を選ばれました。半自動溶接との違いを見てもらい、TIGは丁寧でキレイな
溶接なので(やはり匠の木材加工屋さんですね)。
講習の一部をご紹介します。
まずTIGトーチの持ち方をですが、トーチをブラさずに安定して送るためには、手や手首に
無理が無いような形で持ちます。溶接部の形状によって様々な持ち方が有るので、基本的な
持ち方を説明しました。


それから、適正なアーク長(母材とタングステン電極の先端との距離)の説明しました。

アーク長は、溶接性に影響する最も大切なことです。
用途や板厚によって多少変わりますが、一般的に3mm前後が適正です。
それは、距離が短い程アークが集中し、溶かしたい箇所だけが良好に溶けてくれます。
長くなる程アークが広がり不安定になり、溶接部の周辺を焙っているような感じになり、
溶かしたい箇所がうまく溶けてくれません。また、溶接棒も入れ難くなります。
そのため、特に薄板では母材に接触するぐらいまでアーク長を短くします。
(集中力が切れていると、よく母材にくっ付けてしまう… 😥 )
その他、溶接電流と溶接速度の関係、パルス溶接の使い方、タングステン電極の研ぎ方、
溶接棒の選定などなどを説明しました。
スタッフの方は上達が早く、最後はアルミ溶接にも挑戦しました。
様になってて、なんかカッコイイ、そして巧い!。恐るべし!″溶接女子″

あとで、感想のお言葉を頂きました。
「講習を終えてみて、教わらなくても出来そうな気もしましたが、実際に触ってみて思いついた
疑問や指導してもらいコツを知って、これを自分の経験だけで解決するより習った方が上達が
早いと理解できました。」
また、「溶接機の購入をその場で決めて、トラックに溶接機を積み込み千葉に戻ったのですが、
帰り道の車の中では、社長と私は半ば興奮状態、溶接機で″アレ″もしたい!″コレ″もしよう!
と、夢は膨らむばかりでした。」
溶接(機)が、人に″夢や希望″を与えることができるなんて… 溶接機専門店の従事者として
冥利に尽きます。
この度は、溶接講習にご参加いただき、またWT-TIG200溶接機をご購入いただき、誠に
ありがとうございました。
また何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
弊社の溶接機をご購入いただくと丁寧な操作説明から溶接講習まで行いますので、
初心者でも安心してご使用いただけます。(弊社にご来店頂いた場合)
今回使用した機種の詳細はこちらよりご覧になれます。
・TIG溶接機 WT-TIG200
(クリックすると別ページに表示されます)
溶接講習をご希望の方は、こちらから詳細がご覧になれます。
https://www.weldtool.jp/contents/welding-lesson
お客様からリクエスト。プラズマ切断機WT-100で厚鋼板25mmの切断を検証しました。
2021年09月17日
こんにちは、関東営業所の磯部です。
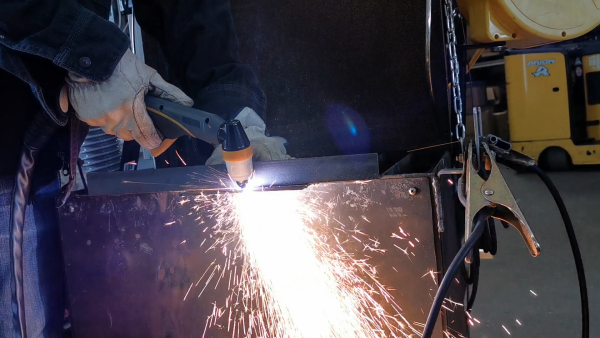
今回は、お客様からのご要望でプラズマ切断機WT-100で厚鋼板25mmの切断を検証しました
のでご紹介します。
詳しいことは㊙企業秘密なので、ここではまだ言えませんが、何やら一番厚いところで25mm
の厚板を最長で15Mの長さを切断したいそうです。
また、この作業を人が行うのは大変なので、これを自動化しシステムを組みたいそうです。
(プラズマ切断トーチを自動機に取付て動かす)
なんだかデカいものを切断するみたいです。

検証したい事は、板厚19mm – 22mm – 25mmの3種類の鋼板をそれぞれ100mmの
長さを切断し何秒かかるか?また、作業性は如何なのか、他に必要なものは、
何か問題点は無いか?と、探っていきます。
それでは、順番に板厚19mmから切断しました。


続いて板厚22mmですが、自分がこのオペレーターをしていたので、写真を撮る余裕がなく忘れ
てました。どのみち画像で見ても同じにしか見えず違いが判らないですね。
やはり動画でなければ迫力が伝わりません。そのため代わりに以前、当社で22mmの鋼板を
切断し撮影した動画が有りましたので、こちらをご覧ください。
最後に一番厚い25mmを切りますが、周りから「もう少し速く切れないか」と、プレッシャー
を掛けられてしまいました。
出力電流は100Aと最大なのでこれ以上あげられません。プラズマ切断は、ただ切るだけで技量
なんて必要ないと思っていました。しかし、ここまでくると、後は自分の技量によるところです。
それでは、気合を入れて本気モードでいきます。(今まで手を抜いていた訳ではありませんが(笑))
操作を確実にし少しでも速くするために工夫しました。
先ずフリーハンドだとブレたり、引掛けたりするので定規を固定して両手で操作できるように
しました。

それから、ベストな切断速度が重要に成ってきます。
焦って切断速度を少しでも速くし過ぎると切り残しがでますし、遅いとドロス(溶けた金属が裏側に
付着する)が多く付着しまたくっ付き合ってしまう。
従って、溶接の時と同じように集中してトーチ角度がブレない様に一定の速度で、溶けて切れている
部分を良く観察して切っていきます。


何度か切断し最速タイムがデマシタ!なんと″25秒″でした。
(速いのか遅いのか分からないと思いますが…(笑))
やはり、速く切れた時は切断面もキレイでした(今回の作業には必要有りませんが)。
これで終わりかと思いきや今度は、「鋼板の端から切るのではなく途中から穴を開けて
それから切って欲しい」と、頼まれ「えっ! 25mmも厚みが有ると穴を開けるのは?」
今までやったことが無かったのですが半信半疑で試してみました。
(穴が抜けるまでは、火の粉が跳ね返り顔に被ってしまうので、トーチ角度を斜めにして
火の粉を向こう側に飛ばして抜けたら垂直にする)

お見事!穴が開き、切断できました!

今までこんなに厚板を連続して切ったことが無かったので、意外と疲れました。
(周りに見学者が7~8名いて緊張していたせいもあり)
お疲れ様でした。
お客様は、実用化に向けて今回切断した重たい鋼板を持って帰って、今日検証した結果を皆さん
でまとめるそうです。
因みに、「今回使用したプラズマ切断機の使用率は、最大出力電流100Aで連続6分切断したら
一度休ませないとならないですが」と説明すると、お客様から「ぢやあ、2台並べて交互に使え
ば」等々、終わりに意見交換をしました。
上手くまとまると良いですね。今後が楽しみです。
また何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
今回使用した機種の詳細はこちらよりご覧になれます。
・エアープラズマ切断機WT-100
(クリックすると別ページに表示されます)
半自動溶接機をご購入頂いていたお客様からのご要望で溶接講習(ガス無し/有り)を行いました。
2021年09月10日
こんにちは、関東営業所の磯部です。
以前、半自動溶接機<WT-MIG160>とプラズマ切断機<WT-100>をご購入いただいていた
お客様から溶接講習をして欲しいとご要望がありました。
お客様は、とある大学のデザイン学科で教員をされているそうです。(その為、溶接は未経験)
「デザイン学科で何を溶接するのでしょうか ???」と聞くと、何やら洋服を掛けるハンガーラッ
クは、教員や学生が自分達で造るそうです。パイプを切って、削って、くっ付けて(溶接)。
なるほど、溶接機って様々な分野で活躍するんですね。 😀

それでは講習の内容ですが、購入いただいた半自動溶接機はノンガスでも(シールドガスを
使わずに)溶接できるやつです。
通常、半自動やTIG溶接ではシールドガス(炭酸ガス又はアルゴンガス)を溶接部に流し外気
から保護しアーク放電(溶接)します。
ノンガス溶接(通称)は、ワイヤーの中にシールドガスの代わりになるフラックスが入っている
専用のワイヤーを使用する事でガスを使用せずに溶接できます。
(溶接機も対応してないと駄目ですが)
<詳細は、こちらをご覧下さい。>(クリックすると別ページに表示されます)
半自動溶接(ノンガスとガスを使った溶接の違い)
<ご参考にこちらの動画もご覧下さい。>
少し話がそれましたが、ノンガス溶接で良ければガスボンベを学校で用意しなくても良く
利便なので、ガス無しと有りで溶接の違いを比べて貰いました。
ハンガーラックに使用する材料に近い板厚2.3mmの角パイプを溶接してみました。

まずは、ノンガス溶接ですがワイヤー速度(電流)と電圧の設定を〔低⇒適正⇒高〕と、
変えて溶接を試してもらい練習しました。

(初めてなのにクネクネと曲がらず真っ直ぐに引けて、溶接ビード幅も揃ってます。上手い!)
続いて、ガス(シールド)溶接です。
こちらも設定を〔低⇒適正⇒高〕と変えて練習しました。

ノンガス溶接に比べて、あきらかにスパッタが少ないです。
やはり、ガス(シールド)溶接に比べてノンガス溶接は煙り(ヒュームガス)、スッパタが
多くスラグ(カス)が溶接ビードの表面に付着し除去しなければならない。
その為、学校的にも、そして学生さんが安心して楽に溶接ができるようにガスを使った溶接
が良いようです。
(ノンガス溶接の利点は、シールドガスが要らない為、屋外で風が強い場所(時)での作業や
ガスボンベの持運びも要らないため現場作業には凄く便利です。用途によって使い分けると良
いと思います。)
という事で、ガス有りで隅肉溶接を練習し、先生も納得がいく溶接ができるように成りました。


最後にプラズマ切断機も使用した事がないそうなので、使い方を説明し、実際にいろいろな
ものを切って試して貰いました。


「溶接機だけでなくプラズマ切断機も今まで触った事もなく、自分でゼロから必要なものを
用意して、組み立てて使うのは気が重かった。今日、講習を受けたお蔭で出来るようになり、
良かった!」と、言ってもらい有意義な講習になり良かったです。
また何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
弊社の溶接機をご購入いただくと丁寧な操作説明から溶接講習まで行いますので、
初心者でも安心してご使用いただけます。(弊社にご来店頂いた場合)
今回使用した機種の詳細はこちらよりご覧になれます。
・半自動溶接機 WT-MIG160 (ノンガス兼用)
・エアープラズマ切断機WT-100
(クリックすると別ページに表示されます)
溶接講習をご希望の方は、こちらから詳細がご覧になれます。
https://www.weldtool.jp/contents/welding-lesson
ピザ窯の製作会社さんにマイクロTIG溶接機を納品しました。
2021年08月27日
こんにちは、関東営業所の磯部です。
今回は、ペレットピザ窯をデザインから製作、販売している会社さんに
マイクロTIG溶接機<WT-MTIG250>を納品しに行きましたのでご紹介いたします。
味わいがあってオシャレでよい雰囲気ですね!

今までは、半自動溶接機で(当社の<WT-MIG160>)溶接していましたが、
半自動溶接では、どうしてもスパッターが溶接部の周辺に付着してしまい、後から除
去しなければならず、その作業が大変で時間が掛かるため、これからはTIG溶接に切
替えるそうです。TIG溶接ならスパッターは出ないので後が楽ですし、溶接ビードの
外観もキレイに成りピザ窯(製品)のクオリティも上がりますね。

溶接作業されるスタッフさんは、TIG溶接は初めてだそうなので、溶接機の操作方法
からTIG溶接の基本的な溶接の仕方を説明しました。
スタッフさんは、TIG溶接のキレイさに驚いていました!

ピザ窯の箱の角を溶接する作業が多いようなので、最初に通常のTIG溶接でなめ付け
を試し、その後、マイクロTIG溶接で同じなめ付けをしてみました。
マイクロTIG溶接では、殆ど焼けが無いのがよく判ります。
溶接作業によって使い分ければ凄く便利だと思います。特に薄板の場合には、マイク
ロTIG溶接が活躍します。

実際にピザ窯に取付ける部品も溶接してみまた。
こちらは、通常のTIG溶接で溶接棒を入れて点付けしました。

TIG溶接の練習を兼ねていろいろと溶接を試してみました。
当社の溶接機で製作されたピザ窯で焼かれた美味しいピザが、全国のピザ屋さんで
多くの人達に食べられていると思うと凄く嬉しいですね。
この度は、マイクロTIG溶接機をご購入いただきありがとうございました。
また何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
今回使用した機種の詳細はこちらよりご覧になれます。
・マイクロTIG溶接機 WT-MTIG250
(クリックすると別ページに表示されます)
初心者向け!シンプルで簡単、おすすめプラズマ切断機3選【選び方・使い方も紹介】
2021年08月17日
こんにちは。WELDTOOLです。
金属の切断に最適なエアープラズマ切断機、金属を扱うプロの方からDIYまで幅広く
近年人気が出ています。
しかし、普段普通に生活をしていてもあまり耳にすることがなく、イメージとしては
難しい、高額、資格は必要なのか?といった疑問をもち、
なかなか手を出せない人も多くいらっしゃいます。

今回はそんな疑問を解消しつつ、切断機を選ぶ際のポイントなどを記述していきます。
ちょっとしたコツや、実際に切断機を使用している動画もございますので、
購入を検討されている方は参考にして頂ければと思います。
エアープラズマ切断機とは?
アーク(プラズマ)で金属を溶かし、高圧のエアーで吹き飛ばす機械の事です。
エアーコンプレッサーを使用することから、「エアープラズマ切断機」と呼びます。
ガス切断では切ることの出来ないアルミ、ステンレス、真鍮、銅、など電気が通る
金属であればほとんど切断することが出来ます。
また自分の好きな形に切断できるのもいいですね。
高速切断機やグラインダー、バンドソー等ではできない曲線の切断も楽にできます。
こちらのページでは各切断機(金属)の特徴等を記載しております。
(※クリックすると別ページに表示されます)


エアープラズマ切断機を使用するにあたって必要なもの
弊社のエアープラズマ切断機、本体に付属されているものは、
- ①切断トーチケーブル
- ②アースケーブル
- ③④消耗品(チップ、電極、カップ)
- ⑤トーチガイド
- ⑥エアーレギュレーター

※写真はエアープラズマ切断機「WT-100S」の付属品です。
従って他にご自身で用意するものは電源とエアーコンプレッサーのみとなり
商品到着後すぐに使用する事が出来ます。
※WT-30Cはエアーコンプレッサー内蔵なので電源のみでOK!
ただ、切断の際には高温で火花が跳ね返ってくる事がありますので
皮手袋、保護メガネがあるとより良いですね。
エアーコンプレッサーの容量について・・・
吐出空気量約90L/分以上、タンク容量30L以上のものがおすすめです。
電源は100Vのコンプレッサーでも問題ありません。ただ、800W程度ではなく、
1500W程度はあったほうがいいです。
800W程度のものでも使用はできますが充填待ちの時間が多くなります。

また、エアーコンプレッサー内蔵型もありますが、そうなるとどうしてもコンプレッサーは
小型になりますので、あまり連続使用が出来ないと思われます。
使用上の注意点、資格は必要なのか?
【使用上の注意点】
先ほど軽く触れましたが、切断の際は高温で火花が跳ね返ってくる事があるので
周りに可燃性のものがないよう気を付けて下さい。
当然周りに人がいないのを確認して使用する事ですね。
また、ヒューム(粉じん)が舞う事がありますので防塵マスクの着用をお願い致します。
【資格は必要なのか?】
プラズマ切断のほかに金属を切断するメジャーなものはガス切断があります。
ガス切断は100mm近い分厚い金属を切断出来ますが、
主に可燃性ガスのアセチレンガスやプロパンガスを
使用するため、危険が伴い資格が必要となってきます。
それに対して、ガスを必要としないプラズマ切断に資格は不要です。
使用感・機械を選ぶ際のポイント
使用前に写真メインになりますが、セッティングの説明をします。
(エアープラズマ切断機WT-100Sを使用)
本体に付属のケーブルを接続します。一番右側はアースを差し込むコネクタとなり、
先端のアースクリップは作業台、または母材に直接挟んで下さい。

切断するものに錆びや塗装がある場合にアースをセットする箇所を
グラインダー等で削って通電させる必要があります。(切断箇所も同様に錆びを削ります)

エアーホースを付属のレギュレーターに接続します。
出荷時に圧力を5キロに設定しておりますのでご自身での調整は不要です。

以上でセッティングは完了ですね。早速切断していきます。
板厚3.5mm、マジックで線をひいた部分を切断していきます。
直線を走る場合はLアングル等を定規代わりにすると綺麗に切断が出来ます。

実際に切断しているところは動画をご覧下さい。

キレイな切断面です。若干切断面の上下にノロが付着していますが、
最終的にグラインダー等で仕上げれば問題ない程度です。
↓更に切断動画を見る場合はこちらからご覧ください↓
(※クリックすると別ページに表示されます)
★プラズマ切断機を選ぶ際のポイントとしては
- ・最大何ミリ切断出来るのか?
- ・切断する母材はどういった形状なのか?
この2点が重要になってきますね。
例えば平板7mmを切断するのであれば約10mm切断可能なものを
選択すると間違いないのですが、波打った板や加工してあるものですと、
キレイに切断出来ずに使用していてストレスを感じるかもしれません。
また厚み9mmあるH鋼でもボルト部分は板が重なってる事があるので、
余裕をもって十数ミリ切断出来るものが望ましいですね。
参考までに今までこういった職業の方がエアープラズマ切断機を購入しています。
建築業、解体業、工務店、運送業、バイクショップ、カーショップ、
廃棄物リサイクル業(スクラップ業者)、自動車整備、マリーンショップ(船関係)等
エアープラズマ切断のメリット
操作がシンプルで安全!
先ほどもお伝えしましたが、可燃性のガスを使用しない為、ガス切断と比較すると
安全で尚且つ操作が電流(パワー)の設定のみです。また使用方法さえ分かってれば
スキルを必要としない為、初心者の方でも扱いやすくなっております。
ただ、アーク=放電ですので長袖の作業着、保護メガネ、皮手袋の準備は忘れずに!
切断速度が速い!
ガス溶接では鉄の切断しかできませんが、プラズマ切断なら通電する金属ならほぼ切断可能です。
また切断速度が速く、薄物ですとあっという間に切断ができて作業効率がアップします。
プラズマ切断機が初見のお客様の所にデモでお伺いすると、大体皆さま口を揃えて
「切断速度が格段に上がった!」とおっしゃられます。
切り口がきれい!曲線を描ける
レーザー切断並みとはいきませんが、角パイプLアングルなどを定規代わりに使う事で、
ガス切断機よりはキレイな切断面を得る事ができます。
また、直線だけでなく曲線の切断もでき、複雑かつ多様な製品形状にも対応できますので
様々な分野で活用されています。
維持費が安い!
ガスを必要としないのでランニングコスト面で差が出てきます。
電気代はガス代とくらべると無視していいレベルで、チップと電極の消耗度合も、
グラインダーの砥石と比べると、同じ物を切る場合で金額的に1/3程度で済む場合が多いようです。
エアープラズマ切断のデメリット
切断可能な厚みに限界がある
ガス切断では100mm(鉄のみ)の金属も切断可能ですが、
プラズマ切断だと約5~40mm程度と限られてきます。
中にはそれ以上切断可能なものもありますが、機械自体大型になり、
初期費用もそれなりにかかると思われます。
電源やエアーコンプレッサーが必要
プラズマ切断機は200Vの電源があればどこでも使用できますが、電源が近くにない屋外や100Vのみ
配電されている場所では使用出来ません。同様にエアーコンプレッサーも必ず必要になってきます。
とはいえ、プラズマ切断機はデメリットと比べ、たくさんのメリットがありオススメです。
スラグ(ノロ)の処理が必要
切断部から出るスラグ、(ノロ、バリとも言ったりします)簡単にいうと溶解した金属屑を
処理する必要があります。
溶かした母材の量によってスラグの量は違い、板厚が厚くなるほど後処理が大変になってきます。
以上でエアープラズマ切断機がどういったものなのか解っていただけたと思います。
次項からはおすすめのプラズマ切断機を紹介致します。
おすすめのエアープラズマ切断機
・エアープラズマ切断機「WT-100S」
<特徴>
- ●最大40mm(軟鋼)切断可能、ステンレスは30mm!
- ●強力なパイロットアーク、チップ先端から出る強力なパイロットアークで多少被膜があってもそのまま切断が可能です!
- ●自己保持機能で使い勝手アップ。トーチスイッチを離したまま切断が可能!
- ●重量は30キロありますが、車輪付きで持ち運びが楽!
- ●使用後はアフターフローでトーチ内部を冷却するので消耗品が長持ち!
- ●Sシリーズは3年の保証付き!
- ●今ならモニター割引実施中!
- ※使用後感想、写真等を送っていただくと24,800円値引き!

・エアープラズマ切断機「WT-60」※新タイプにリニューアル!
<特徴>
- ●軟鋼なら最大約10mmまで切断可能!
- ●エアーレギュレターが内蔵で省スペース設計!
- ●家庭用の200V(エアコン等)の電源で使用可!
- ●低価格でDIYでも活躍!
- ●重量7.2キロ!小型で軽量なので持ち運びが楽!
- ●通電する金属はほとんど切断可能!
- ●安心の1年保証付き!

・プラズマ切断機「WT-30C」※エアーコンプレッサー内蔵
<特徴>
- ●軟鋼なら最大約6mmまで切断可能!
- ●エアーコンプレッサー内蔵でこの大きさ!
- ●家庭用の200V(エアコン等)の電源があれば使用可!
- ●低価格で現場、DIY等で活躍!
- ●エアーコンプレッサー内蔵なのに重量12キロ!
- ●通電する金属はほとんど切断可能!
- ●安心の1年保証付き!

消耗品を長持ちさせるコツ
トーチ先端にチップ、電極という消耗品があるのですが
切断方法(角度や速度)が悪いと直ぐにダメになり新しいものと交換になります。

先ずは切断の際のトーチの角度、スピードの説明です。
切断の時のトーチ操作の注意点は、
トーチを材料に対して垂直に保ち、一定のスピードで確実に火花が裏(下)に抜け
ているのを確認しながら送る。(送りは、押したり、横に引くのではなく、手前に
引いた方が楽に真直ぐに切れます。)
送りスピードは、
- ・早過ぎると、切り残しができ火花が跳ね返り浴びることになります。
- ・遅過ぎると、切り幅が広く(太く)なります。
適切な送りスピードは、切断する母材の材質と板厚に対して、プラズマ切断機の
出力(切断電流)のバランスで決まります。
下の画像では火花がしっかり下に抜けスムーズに切断が出来てます。(〇良い例)
一方こちらは跳ね返ってきてキレイに切断が出来ていません。(×悪い例)

チップ、電極を長持ちさせるコツをこちらで更に詳しく説明してますのでご覧下さい。
(※クリックすると別ページに表示されます)
お客様の声、よくある質問
弊社のエアープラズマ切断機を使用されてる方の声です。ご参考までに。
(※クリックするとご覧になれます)
他にも
- ・パワーが増して切断スピードが上がりました(金属スクラップ業者)
- ・32mmの金属も調子よく切断する事が出来、ガス切断で作業するのに比べてかなり時間短縮が出来ました。
- ・サンダーが入らない場所で困っていましたが、こちらのプラズマ切断機なら細かい場所も入るので、綺麗に外せました。(ガウジングで使用)等
まだまだお客様の声はございます。他にもご覧になりたい方はクリック↓↓
またこういったお問い合わせも多くありますのでご参考までに。
番外編
・ガウジング(はつり)とは?
ガウジングとは主に金属板の溶接欠陥部を除去する(溶接した箇所を剥がす)目的や
単純に金属板に溝を作ったりする事です。

弊社の切断機でガウジングが使用出来るのはWT-100、WT-100Sのみ
セッティングは先端の消耗品を交換するだけです。(下記画像)

使用方法は動画をご確認下さい。
続いては
エアープラズマ切断機で円切りコンパスを使用。
ここまでご覧いただきありがとうございました。
おすすめのエアープラズマ切断機!



製品について何かご不明な点がございましたらお気軽にご連絡下さい。
溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
煙突ダクト(SUS)1.0mmをマイクロTIG溶接でデモを行い、即購入、そのあと講習まで行いました。
2021年08月12日
こんにちは、関東営業所の磯部です。
今回は溶接デモを見てもらったあとに即購入頂き、そして溶接機を持帰る前に即使える
ように溶接講習までを行いましたのでご紹介したいと思います。
お客様はボイラーを販売され据付けまで行われる会社です。
ボイラーの煙突(ステンレス製)の組立て時にダクトとフランジを取付ける際に、
今までは接着材で着けていたが最近は溶接するように成ってきた。
フランジの厚みは3.0mmですが、ダクトの厚みはなんと1.0mmと薄く、溶接するには
熟練でないと難しい。
そこで、「マイクロTIG溶接機を使って未経験者でも容易に溶接できないか?」
とのご要望でした。
実際に使用される煙突をご持参いただいたので溶接してみました。

ダクトの上に見えるのがマイクロTIG溶接機です。判り難くてすみません。
このサイズ(小型軽量)でも最大出力電流は、なんと250A!(板厚10mm程度まで溶接可能)
先ずは仮付け溶接をしてみましたが、これは難なく溶接できました。
仮付けだけするのであれば通常のTIG溶接でも慎重に溶接すれば問題なくできますが、
全周を溶接しなければならないので、薄いダクト側が穴が開いてしまうのが怖い…
いや、間違いなく穴が開く 🙁


そこでマイクロTIG溶接すれば、ミリ秒単位の瞬間的な溶接の繰り返しなので、安心して
確実に溶接できます。 3cm位の長さを溶接してみましたが、すんなりとできました!
これを見て即購入いただきました。そして、溶接機を納品、持帰ったあと直ぐに実作業ができ
るようにと、そのまま溶接講習を行う事に成りました。
社長は先に仕事に戻り、2名の作業者の方達が居残り講習しました。
一人は若干の溶接経験有り、もう一方は全くの初心者でしたのでマイクロTIG溶接だけでなく
通常のTIG溶接もできるように基本から練習しました。


やはり、最初はアークを出し溶融プールをつくる。
次に溶接トーチの角度、そして、タングステン電極の先端と鉄板の距離を一定に保ちながら
溶融プールを前へ移動し、幅を揃えつつ鉄板の上をナメていきます。
それに慣れたら、実際に2枚の鉄板をなめ付け(共付け)溶接をしてみます。


続いて、今度は溶接棒を入れる練習をします。


二人で交代交替に入替りながら練習しました。人が溶接している処を見るのも
「人のふり見て我がふり直せ」と言うことわざの通り大事な練習方法のひとつです。
自分が溶接している時には、緊張していて余裕が無いですが人の溶接を見ている時には、
落ち着いてトーチ角度、溶接棒の入れ方や溶接状態などを観察できます。
溶接棒入れをたくさん練習しました。 お疲れ様です! 😀
それでは実践に向けて、マイクロTIG溶接で似たような板組み(1.0+3.0mm)で重ね
溶接をしてみます。
通常のTIG溶接の練習で苦労したせいか、マイクロTIG溶接の簡単さに驚いてました 😯

それでは最後に、いよいよ本番でダクトとフランジをマイクロTIG溶接してみます。



仮付け溶接は難なくできましたが、断続して溶接していくとやはりトーチ角度とか狙い位置
(距離)が定まらず思うようにいかないようです。また、隙間が有ると余計に難しくなります。

隙間を埋めるためには、溶接棒を入れなければならないのですが、今回の溶接の場合
には、隙間が無い処から溶接をしていくと冷えて固まる時に薄いダクトがフランジ側
に引張られて隙間が縮んで無く(狭く)なっていき溶接棒を入れなくて済みました。

あらかた試し、なんとか溶接できるように成ったので今日のところはここまでにし、
この後はこのダクトを持って帰って更に練習するそうです。
お疲れ様でした!明日から実践で頑張って下さい。
この度は、マイクロTIG溶接機をご購入いただき、そして、溶接講習にもご参加いただき
ありがとうございました。
また何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
弊社の溶接機をご購入いただくと丁寧な操作説明から溶接講習まで行いますので、
初心者でも安心してご使用いただけます。(弊社にご来店頂いた場合)
今回使用した機種の詳細はこちらよりご覧になれます。
・マイクロTIG溶接機 WT-MTIG250
(クリックすると別ページに表示されます)
溶接講習をご希望の方は、こちらから詳細がご覧になれます。
https://www.weldtool.jp/contents/welding-lesson


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


