最新情報 アーカイブ | 12ページ目 (24ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























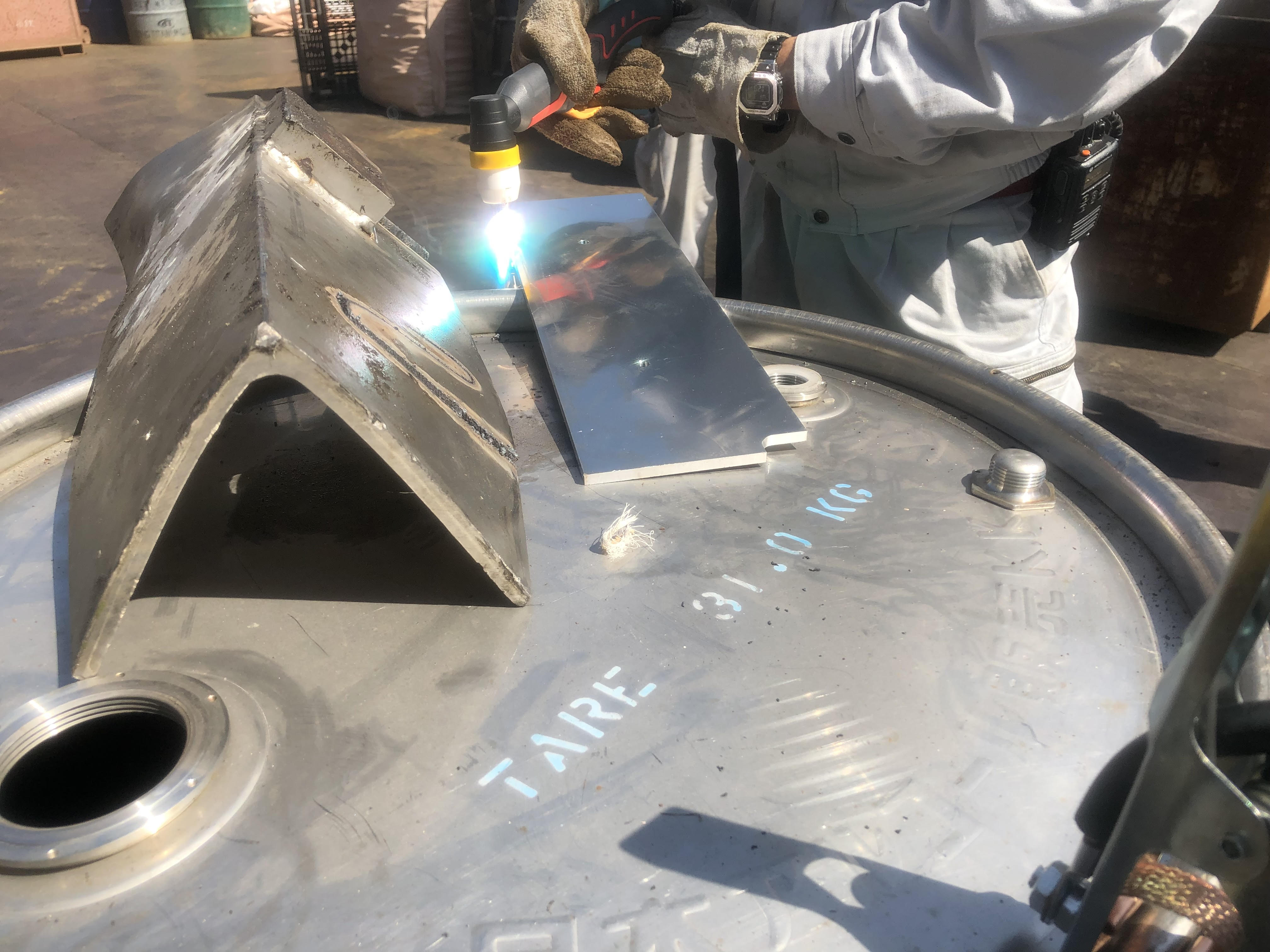
ステンレス アングルの骨組みを溶接するため、パルスミグ溶接機 WT-MIG225ALにスプールガンを使用しました。
2022年07月22日
こんにちは、WELDTOOL関東営業所です。
当社のパルスミグ(半自動)溶接機WT-MIG225ALを使用して頂いているお客様が、今回、
ステンレスのアングル(3mm)を組んで大きな骨組み(直径3.5M)を製作するので、取り回し
が良く作業能率を上げる為にオプション品の<スプールガン(10M)>を購入して頂きました。
さっそく納品に訪問して、話を聞いてみると、
「この筐体を2セット製作しなければならず、TIG溶接では、日が暮れてしまう。。。」
「半自動溶接であれば、作業が早くて楽だ!」
<TIGに対して半自動のメリット>・溶接速度が速い ・様々な姿勢での作業性が良い

「更にスプールガンを使えばその都度、溶接機を移動し無くてもすむ」
「そして、最終的に現場にこの筐体を運び屋根を付けるため、高所作業にスプールガンで
なければ作業できない」と、いう事でした。
溶接する箇所を見ると、既にTIG溶接で仮付けまで終わっており、スプールガン待ちで、
後は半自動溶接で本溶接する状態に成ってました。

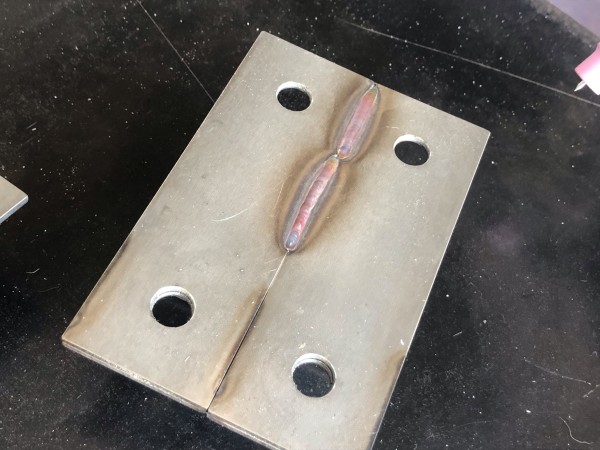
因みに仮付け溶接の場合には、半自動溶接よりTIG溶接の方が能率が良いです。
画像の様に、隙間が無ければ溶接棒を入れずに角を少し(小さく)溶かして着けるだけです。
半自動溶接で仮付けすると、如何しても余盛(肉盛り)が大きくなってしまい、本溶接の邪魔に
なってしまいます。
其々にメリットとデメリットが有り溶接工さんは用途によって使い分けてます。
話しを戻して、スプールガンのケーブルの長さは10Mもあります。
ガンの手元に小さな巻きのワイヤーをセットするのでケーブルを長くする事が出来ます。
※詳細は、こちらのページをご覧下さい↓↓↓
スプールガン 10M



で、こちらがスプールガンを取付けて使用するパルスミグ(半自動)溶接機 WT-MIG225ALです。

以前、購入して頂いた時には、アルミの溶接に使用するためでした。
ご参考までに、その時の記事です。↓↓↓(※クリックするとページへ移動します。)
建築金物の製作会社さんにパルスミグ溶接機を納品しました。【アルミ溶接編】
因みに使用するワイヤーは、こちら↓↓↓(※クリックするとページへ移動します。)
ステンレスフラックスワイヤー(5kg) ※スプールガン用は1kg巻
炭酸ガスを使用し、ステンレス・ワイヤーにはフラックスが入っており溶接後にスラグが被り、
それを取り除くと光沢のある溶接ビードが現れます。
セッティングが完了し試してもらうのですが、熟練工さんは、以前、スプールガンを使った
事が有るそうで、取扱い方を判ってました。
それで早速、溶接条件出し(設定)<電圧、電流(ワイヤー送給速度)>を始めました。
さすが熟練工さん、自分好みの溶接に拘って微妙な電流やアーク長(電圧)を調整してました。

実は拘るのに理由が有るそうす。それは、
・薄い 2mm厚のステンレス板を突け合せ溶接する箇所が有り、溶け落ち(穴が開か)ないようにするため。
・ステンレスは溶接熱よる歪みが大きいので、溶かし(熱を掛け)過ぎて、全体が組み上がった時に
歪んで寸法が狂わない様にするため。
あとは、構造上、様々な姿勢での溶接が必要なるため下向きだけではなく、立向きでも試されてました。
<下向き姿勢> <立向き姿勢>


<下向き姿勢 隅肉溶接>

<立向き姿勢 突け合せ溶接>

いろいろ試されて、「良い感じに成った!」と、満足されました。
そして、「これで半日も有れば溶接作業が終わるよ」と、喜んで頂けました。
私も溶接の事をいろいろと教えて頂き勉強になりました。ありがとうございました。
また何かございましたら、お気軽にお問い合わせ下さい。
この度はご購入いただき、また、撮影のご協力ありがとうございました。<(_ _)>
また何かご不明な点がございましたらお気軽にご連絡下さい。
今回使用した機種の詳細はこちらよりご覧になれます。
パルスミグ溶接機WT-MIG225AL スプールガン仕様
弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。また、お近くでしたらデモにお伺いします。
お気軽にご連絡ください。
株式会社WELDTOOL
【福岡営業所】 092-834-2116 【関東営業所】 048-954-8901
半自動溶接機<パルスミグWT-MIG225AL>の納品を兼ねて、アルミ溶接のコツをレクチャーしました。
2022年07月15日
こんにちは、WELDTOOL関東営業所です。
長野県の産業用機器製造業を営む小林エンジニアリング㈱様にパルスミグ(半自動)溶接機
WT-MIG225ALの納品を兼ねてアルミ溶接のコツをレクチャーしてきましたのでご紹介します。

小林エンジニアリンさんは、アルミのアングルで製作物をする為に、今年の2月に当社
の<直流/交流TIG溶接機 WT-TIG200>を購入して頂き、TIG溶接機で溶接してました。
. その時の記事です↓↓↓(※クリックするとページへ移動します。)
アルミ・アングルを溶接するためにTIG溶接機 WT-TIG200を試し、即決でご購入頂きました。


そして今回、久しぶりに連絡があり話しを聞くと、
「またその製作物の追加受注が有ったので、今回は生産効率を上げるために半自動溶接で
溶接しようと考えているのだが… 如何なんだろう、迷っている…」と、相談がありました。
迷いというのは、
① 半自動溶接でアルミが(自分達が)上手く溶接できるのか?
② 実際の作業性は、如何なんだろう?
等々、アルミを半自動溶接機で溶接した経験が無く、疑問があったようでした。
そのため、先ずはサンプルの材料を送ってもらい溶接テストをし、見てもらう事にしました。
<溶接サンプルをテストした時の動画です> ↓↓↓ ご覧下さい。


結果は、これだけ溶接できれば十分だそうで良かったのですが、
「果たして、自分達で同じ様に溶接できるか?」と、心配されてました。
長年、製造業を営んでおり、鉄の半自動溶接は十分に経験が有るので、
「パルスミグ(半自動)溶接機WT-MIG225ALで溶接すれば、アルミ溶接の経験は無くても大丈
夫ですよ。後は、コツさえ分れば、出来ますよ!」と、背中を押してあげ、溶接機の納品を兼ね
てレクチャーをすることにしました。
という事で、工場に訪問すると、<直流/交流TIG溶接機 WT-TIG200>が、しっかりと設置
されてました。 😀

早速、隣に置いてセッティングしました。

それでは、アルミ溶接のコツを実際に溶接しながら説明しました。


<(鉄と比べて)アルミ溶接のコツと解決方法>(パルスミグ溶接機を使用すれば)
① 最適な溶接条件<電圧、電流(ワイヤー速度)>の設定 ⇒ シビアなので経験値が必要
⇒ Auto設定機能(板厚を選択すれば自動で設定される) ←クリックすると説明動画へ移動します
② 製品の性質上、溶接ビードに美観が求められる ⇒ 一般的にTIGで溶接する
⇒ パルスミグ(スプレー移行)溶接なので低スパッタでキレイなビードになる
③ アルミワイヤーの送給性 ⇒柔らかいため通常(鉄用)の溶接トーチ(ライナー)では送給不可
⇒ アルミ用の溶接トーチ(ライナー)なので、安定した送給が可能
④ 温まりにくく、冷めにくい(比熱、熱伝導が高いので)
⇒つまり、熱の入り方次第で溶け込みの変化が大きいく、冷えている状態では溶けにくく、
一旦、熱が入ると溶けやすい
⇒ 溶け込みに方に合わせて溶接速度(速く、遅くする)、又は、溶接電流(上げる、下げる)を変える
. ここは、やはり経験と技術に成ります。
以上の事(④)を意識して試してもらいました。


<その時の溶接した動画です > ↓↓↓
すると2~3回、溶接しただけで特に難しくない事が分ったようで安心されてました。
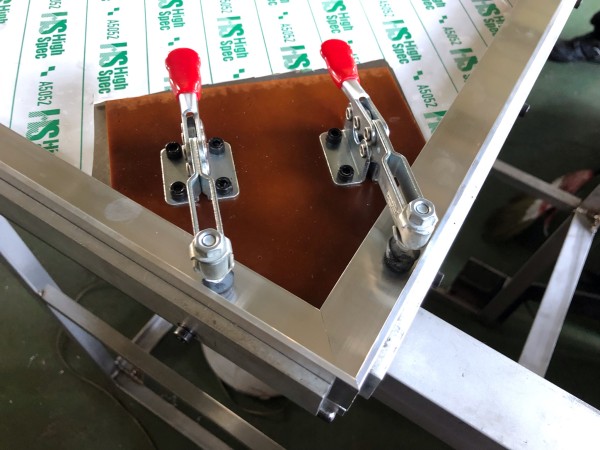
後は、実作業に使用する治具を見せてもらいました。
よく見ると治具とアングルの間に断熱板を挟んでますね。
直接治具に固定してしまうと治具(のベース)に熱を取られて溶け込みが悪くなるため、だそうです。
さすが、ここが長年培った製造業のノウハウですね。
これを見て少し助言をしました。
角継ぎを半自動溶接すると、ビードの余盛(ビードの盛った部分)が高く(厚く)なってし
まう為、この部分だけはTIG溶接にした方が薄く余盛ができ、後で仕上げの切削が楽で早くできる。
その他の部分は半自動で溶接するなど、使い分けるとトータルでの作業効率が良いのでは、
等々話をしをしました。
完成形です。


小林エンジニアリンさんは、今回、実際にパルスミグ溶接機を試して、「最初からTIG溶接機と
半自動溶接機の両方を買って溶接すれば良かったな~~」と、仰ってました。
帰りに「わざわざ遠方まで来てくれてありがとう」と手土産をいただきました。
ありがとうございます。また、撮影のご協力ありがとうございました。<(_ _)>
この度は弊社の溶接機をご購入いただき誠にありがとうございました。
また何かご不明な点がございましたらお気軽にご連絡下さい。
弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。また、お近くでしたらデモにお伺いします。
お気軽にご連絡ください。
株式会社WELDTOOL
【福岡営業所】 092-834-2116 【関東営業所】 048-954-8901
今回使用した機種の詳細はこちらよりご覧になれます。
パルスミグ溶接機WT-MIG225AL
※クリックすると商品ページへ移動します。


溶接機・切断機のことならWELDTOOLにご相談ください!
ご不明な点がありましたら、
お気軽にお問い合わせ下さい。
![]()
中古トラック・トレーラー販売、及び塗装会社さんに半自動溶接機 WT-MIG250を納品しました。
2022年07月07日
こんにちは、WELDTOOL関東営業所です。
半自動溶接機 WT-MIG250を中古トラック・トレーラーの販売買取、及び塗装会社さんに
納品してきました。
訪問すると工場の入口の両サイドにトレーラーヘッドが並べてあり凄く迫力がありました。

今回、溶接機を購入して頂いた理由は、今まで使用していた溶接機が故障して修理が困難な事、
また、直しても、もとより出力電流が最大160Aと低かったので大型トラックの溶接作業には
能力が足らず、溶接中によく使用率をオーバーし溶接作業を止めなければならなかった様です。

今回、納めたWT-MIG250は最大出力電流250Aなので、大型トラックでも余裕をもって
溶接作業が行えます。(板厚 10mm程度まで溶接可能)
また、今回、溶接トーチをロングトーチ(ケーブルの長さ5M)にしたので作業範囲が広い
大型トラックでの作業性が良くなります。
今までの使用していた溶接機では、2M弱しかなかったので、トラックの両側面を溶接する
場合には届かないため、溶接機をわざわざ移動させなくてはならず不便だったようです。
そんな訳で、お客様は今まで溶接作業に苦労されており、今回、念願だった能力の高い
溶接機を購入し、これから作業能率が上がり、楽になると喜んでおられました。
この溶接機 WT-MIG250は、操作がシンプルでとても使いやすいので、実際に鉄板を
溶接しながら操作説明も短時間で終わりました。
その後、主にどのような溶接作業をするのか話しを聞き、一例を見せてもらいました。

写真では分かりづらいですが、マフラー(黒いパイプ)を一旦、前に取り回し、出口は
後ろの横から出してます。
このようなマフラーの加工、取付けの溶接を行うそうです。
後、工場内を少し見せてもらうと、トラックのフレームを補修し、塗装前の下地作業を行
っておりました。大型トラックは、何をするにも大きいので大変な作業ですね。

この度は弊社の溶接機をご購入いただき誠にありがとうございました。
何かご不明な点がございましたらお気軽にご連絡下さい。
弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。また、お近くでしたらデモにお伺いします。
お気軽にご連絡ください。
株式会社WELDTOOL
【福岡営業所】 092-834-2116 【関東営業所】 048-954-8901
今回使用した機種の詳細はこちらよりご覧になれます。
インバーター直流半自動溶接機 WT-MIG250
※クリックすると商品ページへ移動します。
カー用品店へデモに行きTIG、半自動溶接機2台納品しました。
2022年06月01日
この度、車の整備、カー用品を取扱っている会社様にTIG溶接機 と半自動溶接機を
ご購入いただきましたので写真メインにはなりますが、ご紹介します。

機種
※クリックすると機種詳細が確認出来ます。

到着後先ずはTIG溶接機WT-TIG320Sの使用方法の説明
その際にアルミ溶接のコツ、電流の細かい調整をお伝え、更に
鉄とアルミ溶接の違いと注意点を説明しました。
※こちらは以前の記事でも記述しましたが参考までに。
【熱伝導率】 アルミは鉄の4.4倍(熱が逃げやすい)
●溶接スタート時は、周りに熱が逃げてしまい溶け始めるまで時間が掛かるので、
しっかりと溶融プールができるまで待つ。(焦らずにじっと我慢する)
【溶融温度】 アルミ(約660℃)は鉄(1530℃)の1/2以下
●一度熱が入りると、逆に溶けるのが早くなるので溶接スピードを上げていく。
●母材への熱の入り方次第で溶け込みの変化が大きいため、適した溶接電流の調整が必要。
・母材が冷えている ⇒ 溶け込みが悪い ⇒ 溶接電流を上げる。
・母材が熱い ⇒ 溶け落ちやすい ⇒ 溶接電流を下げる。
●溶接棒は太目を選定する。(鉄、ステンレスは細目)
・鉄やステンレスと比べて溶融プールが大きくなり、溶接棒を加える量が多いため。
・アークの熱により溶接棒の先端が溶け玉に成りやすいため。
【酸化被膜の融点が高い】
●アルミ:2020℃ / 鉄:1360℃。
・母材よりも表面の酸化皮膜(自然酸化)の融点が高く、母材を溶かす邪魔をするために
交流〔電極+〕で除去〔クリーニング作用〕しながら交流〔電極-〕で溶かすを繰り返して
溶接を行う。(溶接電流の交流を使用する理由)
・酸化皮膜が厚くなった(腐食し白っぽくなる)アルミ材の場合には、溶接の妨げになる
ために予めしっかりと削り落とす。
それでは実践です。はじめにアルミ溶接から。
初めて溶接を行う際は電流数値が分からない為、板厚を設定するだけの
簡単設定を使用。板厚1.5mmで設定→47アンペア


先にこちらで溶接を行い・・


お客様にも試していただき、その際にコツや注意点をお伝えしました。

ステンレスの溶接もはじめは簡単設定を使用。

母材に熱が入りすぎてる為、次はカスタム設定でパルスを使用。
・溶接電流54アンペア
・ベース電流14アンペア



こんな感じで色々と試していただきました。
続いて半自動溶接機の説明、溶接を行い・・・



TIG溶接機、半自動溶接機2台を納品しました。

当初はデモとのお話でお伺いしていましたが、そのまま購入頂きました。ありがとうございました。
車のロールケージ取り付けで、半自動で仮止めしてTIGで本溶接をするつもりですとのことでした。
確かに全部半自動で溶接しようとしたら、車内がスパッタまみれで大変ですよね。
仮止めだけは簡単な半自動で行い、本溶接をTIGで行うというのは理に適っており、勉強になりました。
このように溶接をあまり行ったことがない、未経験、ブランクがある。など
溶接購入にあたり不安がある方は是非、ご気軽に弊社までお越し下さい。
また、近郊であればデモにお伺いいたします。
その他、何かご不明な点などございましたら、お気軽にお問い合わせ下さい。
株式会社WELDTOOL
【福岡本社】092-834-2116 【関東営業所】 048-954-8901
プラント、配管、溶接工事業者様にTIG溶接機WT-TIG320Sのデモを行い一発OK!でご注文頂きました
2022年05月27日
こんにちは、WELDTOOL関東営業所です。
栃木県宇都宮市でプラント、配管、溶接工事などを営んでいる有限会社滝川工業様に
水冷ユニット搭載/直流・交流 TIG溶接機 WT-TIG320Sのデモを行い”一発OK!”
で、ご注文頂きました! ありがとうございました。 😀


問合せを頂いた内容は、配管工事やプラント設備の現場で使用したいので必要な条件は、
①溶接電源と水冷ユニットが一体でコンパクト <持運びが便利>
②水冷TIGトーチケーブルの長さが8M <作業範囲が広く、休まず連続で溶接する>
③溶接機の出力電流が300A以上(使用率が高い)<休まずに連続して溶接する>
④コストパフォーマンスが高いもの <誰もが嬉しい>
なのであとは、実際に物を見て確認したいと要望があり訪問デモをする事になりました。
訪問して先ずは、実際に溶接したものを見せてもらいました。<ローリングです!凄すぎ 😯 >


配管工事やプラント設備の溶接は、プロ中のプロでミスが許されない腕のいい溶接工さん達の
集まりなので、使う道具(溶接機)の良し悪しも見てもらえば直ぐに判ります。 (汗”) 😕
なので、最新の様々な便利機能の説明は抜きにして、溶接アークの安定性を見たいと、直ぐに
アークを出し始めました。

流石、プロフェッショナルなので、1、2回アークを出し、ローリングで少し転がしただけで、
アークの安定性が直ぐに判り”一発OK!”でした。
実際に溶接している様子を動画でご覧下さい。↓↓↓

<これだけしか試してないですが…ホントに良いのかな?(笑)>
滝川工業さんは、
他(大手)のメーカーさんの溶接機は、溶接電源と水冷ユニットが別々で分れているが
、この溶接機WT-TIG320は一体型でコンパクトな為に現場への持運びが便利なところ。
そして、何よりも大手メーカーさんと比較して特に価格差が大きい(コスパが高い)。
後は、溶接性が遜色なければ、というところが購入の決め手でした。
流石、熟練の職人さんは道具(溶接機)を見る目があり、細かな話は抜きにして話が
早いです。後は、実際に使ってもらい上手く活用して頂ければ幸いです。
この度は弊社の溶接機をご購入いただき誠にありがとうございました。
何かご不明な点がございましたらお気軽にご連絡下さい。
弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。また、お近くでしたらデモにお伺いします。
お気軽にご連絡ください。
株式会社WELDTOOL
【福岡営業所】 092-834-2116 【関東営業所】 048-954-8901
今回使用した機種の詳細はこちらよりご覧になれます。
水冷ユニット搭載/直流・交流TIG溶接機WT-TIG320S
※クリックすると商品ページへ移動します。
立体造形物や立体看板の製作会社さんにTIG溶接機 WT-TIG200を納品しました。
2022年05月19日
こんにちは、WELDTOOL関東営業所です。
今回は、立体造形物(舞台やイベント等に使用するセット)や立体看板などの製作を手掛けている
株式会社くれよん様に直流/交流TIG溶接機 WT-TIG200を納品、取扱説明に行ってきました。
< 株式会社くれよん> ←クリックするとページへ移動します。(ご興味のある方はご覧下さい)
(快く撮影のご協力ありがとうございました) 伝説のジミ・ヘンドリックスだ~↓ デカ! 😯



⇧これトイレだそうです。 なんか愉しそうなものが、いろいろありました 😀
訪問すると、既に立派な折り畳み式の溶接作業台を自作されており、ここに溶接機をセットしまし
た。流石これ位の物を造るのは、お手の物ですね!

作業スタッフさんが何名か集まって来ましたが、その内の3名の方は事前に弊社に来店された時に
試されていたので、まだTIG溶接をされた事が無い初心者の方に説明しながら溶接をしてもらい
ましたが!、トップバッターは、なんと若手の女性の方でした。

TIG溶接の基本中の基本のナメ付け(共付け)溶接をステンレスでしてもらいました。
真直ぐで溶接ビードが揃っていて上手かったです。
ご本人さんも、「TIG溶接は、楽しい! 😀 」と、喜んでおられました。
次の人には、アルミに溶接棒を入れて溶接してみてもらいました。

やはり最初は、アルミ特有の溶け方に少し戸惑ってましたが、慣れてくると上手くできる
ようになりました。

最後に大トリさんは、実践に近いアルミの角パイプを隅肉で溶接してみました。
皆さん、興味深々です!


スタッフの皆さんでいろいろと溶接を試されました。


段々と人が増えて、7~8名のスタッフさんが順番に溶接を試され、気が付くとお昼の時間も
忘れて練習しました。
皆さん、ものづくりが好きな人達の集まりで愉しそうな雰囲気の工場でした。
この溶接機を活用してもらい夢がある楽しいものが創られると良いですね 😀
ありがとうございました。
この度は、直流/交流TIG溶接機 WT-TIG200をご購入いただき、誠にありがとうございます。
また何かございましたら、お気軽にお問い合わせ下さい。
弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。
また、お近くでしたらデモにお伺いしますので、お気軽にご連絡ください。
福岡本店:092-834-2116
関東営業所(埼玉):048-954-8901
今回使用した機種の詳細はこちらよりご覧になれます。
直流/交流TIG溶接機 WT-TIG200
※クリックすると商品ページへ移動します。
TIG溶加棒【アルミ】Φ2.0/Φ3.0mm2サイズセットございます。
2022年05月19日
この度ご要望にお応え致しまして、
TIG溶加棒【アルミ】Φ2.0/Φ3.0mmの2サイズセットを販売開始致しました。
それぞれ2.5kg/計5kgございます。
アルミをする際は鉄、ステンレスと比べ多く棒を入れる事になると
思いますので、溶加棒は若干太目がオススメです。
実際に溶接を行った画像です。
板厚、電流数値も異なりますが、参考までに。
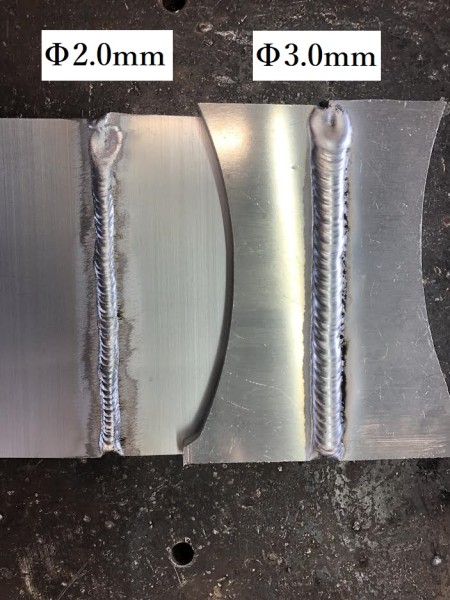
Φ2.0mm

Φ3.0mm

ビード幅の差は約2mmくらいでした。
板厚5mm以上、隅肉溶接が多い方はアルミ棒Φ3.0も是非一度お試し下さい。
商品はこちらより確認出来ます。
※クリックすると別ページに表示されます。
他、ご不明な点がございましたらお気軽にご連絡下さい。
株式会社WELDTOOL
【福岡本社】092-834-2116 【関東営業所】 048-954-8901
ミニクーパー専門店さんにTIG溶接機 (WT-TIG200)のレクチャーを行い、即決でご注文頂きました!
2022年05月13日
こんにちは、WELDTOOL関東営業所です。
千葉県山武市でミニクーパーを専門に整備・販売及びパーツの販売を行っているBL Cars Ltd.
(有限会社ビーエルカーズ)に直流/交流TIG溶接機 WT-TIG200のデモをしました。
↓↓↓ ※クリックするとページへ移動します。(ご興味のある方はご覧下さい)
 .
.BL Carsさんは、車の整備に関してはプロで自信を持っておりますが、オリジナルパー
ツ製作などで必要に成るステンレスやアルミなどの(TIG)溶接については経験が無く、
「溶接機を購入したいが、溶接方法や操作について不安がありレクチャーして欲しい」
と、ご要望で訪問する事になりました。

店内はミニ専門店らしいヴィンテージな感じがして良い雰囲気でした 😀
訪問し先ずは、溶接機と作業台のセッティングです。丁度、整備用の良さげなリフト
が空いていたので、上に鉄板を敷いて溶接作業台の代わりに使わせてもらいました。
作業し易い高さに調整できるので、これ作業台に凄く便利です (笑)

準備が完了し、最初に溶接機の操作説明と併せてアルミ溶接の仕方を説明しました。
その後、実際にアルミ溶接を試してもらいました。

様子を動画でご覧下さい。↓↓↓
つづいて、ステンレス・マフラーを繋いだりする作業が多いそうで、実際に使用している
ステンレスのパイプ(厚み1.2mm)の溶接の方法を説明し、試してもらいました。
↓↓↓動画でご覧下さい。
最後に一番高度な溶接になります。
なんと!厚みが0.8mm位の薄いパイプで隙間が数ミリ有るステンレスのパーツの溶接の方法を
教えて欲しいと頼まれました。(何の部品か?忘れてしまいましたが…(笑))
↓↓↓動画でご覧下さい。
一通り説明を終え、
今までは、BL Carsさんは自分達に溶接ができるのか?不安で購入をためらっていた様ですが、
今回、デモを見ているだけではなく実際に試し貰い、コツが判れば自分達にもできる!と、安心され
ご注文を頂きました。
この度は弊社の溶接機をご購入いただき誠にありがとうございました。
何かご不明な点がございましたらお気軽にご連絡下さい。
弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。また、お近くでしたらデモにお伺いします。
お気軽にご連絡ください。
株式会社WELDTOOL
【福岡営業所】 092-834-2116 【関東営業所】 048-954-8901
今回使用した機種の詳細はこちらよりご覧になれます。
直流/交流TIG溶接機 WT-TIG200
※クリックすると商品ページへ移動します。
産業廃棄物のリサイクル業者様に新型プラズマ切断機WT-100Sを納品しました【ステンレスタンクの切断】
2022年05月02日
こんにちは、WELDTOOL関東営業所です。
今回、産業廃棄物のリサイクル業者さんに新機種のエアープラズマ切断機 “WT-100S”を
納品しましたのでご紹介します。

このお客様は、今まで旧機種の“WT-100”を数台使用していたのですが、使用頻度が高い上
に可成りハードに使用するため、傷むのも早くその都度、修理しがら使っていました。
そこで今回、新機種 “WT-100S”が販売されるにあたって、こちらの方が切断能力が高く、
そして、新機能のトーチスイッチの自己保持により作業能率が向上し、また、耐久性も良く
なるので、お勧めしたところ即購入して頂きました。ありがとうございました。

訪問すると丁度、厚6mmもある巨大なステンレスのタンクを解体していたので、
早速、作業者の方に使用してもらい切断し試して貰いました。

<↓↓↓切断の様子を動画に撮らせて頂きました。興味のある方は是非ご覧ください。>
動画をご覧になった方は、簡単に片手で切断トーチを操作しているのが判ったと思います。
これは、新機能の自己保持を使用する事で<トーチスイッチを離したまま切断ができる>為です。

この自己保持機能により、長い距離を切断する場合には格段に作業性がアップします!
<自己保持(4T)機能>動画↓↓↓
また、このプラズマ切断機の切断能力は、最大板厚40mmまで切断できるため、
6mm程度の厚みのステンレスは、アッという間に切断ができてします。スゴイ~! 😯
参考例 <30mmの鋼板を切断>動画↓↓↓
ステンレス(タンク) 厚み6mmの切断面

という事で、作業が早く楽になり、作業者の方たちは大喜びで、喜んでもらいました。 😀
この度は、プラズマ切断機をご購入いただき、誠にありがとうございました。
また何かございましたら、お気軽にお問い合わせ下さい。
この新機種のエアープラズマ切断機 “WT-100S”は、ご覧頂いた通り、高性能で
他社の同等機種に比べてかなり安価でコスパが高いのでお勧めです。
弊社プラズマ切断機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。
また、お近くでしたらデモにお伺いしますので、お気軽にご連絡ください。
福岡本店:092-834-2116
関東営業所(埼玉):048-954-8901
今回使用した機種の詳細はこちらよりご覧になれます。
エアープラズマ切断機WT-100S(三相200V)
※クリックすると商品ページへ移動します。
板厚約40mmまで切断可能!新型エアープラズマ切断機「WT-100S」のデモに行きました。
2022年04月27日
こんにちは。WELDTOOL福岡本社です。
今回の機種はSシリーズ初となるエアープラズマ切断機「WT-100S」の
デモに行ってきました。こちらは先日リリースしたばかりですが、嬉しい事に
続々とお問い合わせをいただいております。
今回デモに行った会社様には数日前に弊社まで脚を運んでいただき、
実際に切断機を使用してもらいました。




20mm程度ならサクっと切断出来ます。

設定もシンプルですので機械の使いやすさ、切断能力は使用されて分かって頂けたんですが、
日によっては結構ハードに使用されるみたいで、耐久性の確認を兼ねて
後日、こちらからデモに伺いました。
(写真撮影のご協力ありがとうございました)

ダイヤルは2つ。電流(パワー)とアフターフロー(切断終了後エアーを出す秒数)の
調整のみです。はじめて使用する人でも難しい設定などはなく、すぐに切断出来ます。
先ずは使用方法等の確認をして実際に切断をしてもらいました。

まずは、メインとなるステンレスの切断




画像の通り、分厚いスンレスも切断


続いて鉄の切断


アルミ切断

更に台代わりに使用していたドラム缶も切断!

こちらは動画でご覧下さい。
ドラム缶切断動画 ショートver
ドラム缶切断動画 通常ver
約1時間くらいでしょうか。連続でこれだけ使用しても全く問題ありません。
(交代の時以外はほぼ連続です)
現場の方が、みなさん口を揃えて
「切断が楽!」「これだけの厚物を短時間で切断できるのは良いね!」と
お褒めの言葉を頂き、その場で購入していただきました。
こちらのSシリーズの商品は安心の3年保証付き。興味のある方は
お気軽にお問い合わせ下さい。切断動画も随時更新していきます。
今回使用した機種はこちらより詳細確認ができます。
※クリックすると別ページに表示されます。
株式会社WELDTOOL
【福岡本社】 092-834-2116 【関東営業所】 048-954-8901


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


