最新情報 アーカイブ | 14ページ目 (24ページ中) | ウエルドツール【溶接機専門店】ウエルドツール【溶接機専門店】






























建築金物の製作会社さんにパルスミグ溶接機を納品しました。【アルミ溶接編】
2022年02月08日
こんにちは、WELDTOOL関東営業所です。
建築金物の製作会社<(有)原工業>さんにパルスミグ(半自動)溶接機(アルミ溶接に使用)
を納品、機能説明に行ってきました。 (撮影のご協力ありがとうございました)



近ごろのパルスミグ溶接機はデジタル化されており、多機能でメーカーや機種によって特色が
あるので、実際の物を溶接しながら操作パネルの設定方法などを説明しに行ってきました。
(長年、溶接機を販売して慣れていても、昨今のデジタル化された操作パネルは、初めて扱う
時には戸惑います (笑))

セッティングが完了し、使用される作業者の方(熟年工さん)に話を聞くと、
「久しぶりに半自動で″アルミ溶接″をするよ、20年ぶり位かな!」 😯
「その当時は、造船所でアルミの厚板をバリバリ(半自動)溶接していた。」と、仰ってました。
それでは、実際にアークを出して貰うのですが、溶接したいものは?
なんと、アルミのH型材の″9mm″厚でした! 普段あまり見かけない代物ですが…

いきなり本番の溶接は危険なので、ちゃんとアーク出し(試し)用にアルミ板″9mm″を
2枚用意されていました。

熟年工さんなので、直ぐにアーク出しをし溶接電流、電圧を調節し始めました。
(頭の中に適切な設定が有るようです)

けれども、使い方の(操作)説明に来たので、ちょっと待って貰って一旦、操作説明をしました。


このパルスミグ溶接機は板厚を選択すれば、経験値が無くても最適な溶接条件(溶接電流、電圧)が
設定できる便利な機能が有ります。(早くて楽チンですょ! 😀 )
それでは、あらためて板厚 9mm(溶接電流:198A / 電圧:23.4V)に設定し試して
もらいます。

その具合を見てその後、そこを基準にして好みのアーク(長)、溶接ビードの形状に成るよう
に少し微調整されてました。
やっぱり熟年工さんには、こだわりがありますね(脚長、溶接ビード形状、余盛等など…)
そしたら、「うん、こんなもんかな!」と、満足されました 😉

溶接ビードをよく見ると、なにげに多層盛りしていて、真直ぐキレイにビードが揃ってます 😯
スゴイ!流石は熟年工さんです。
操作が簡単で高品質なアルミMIG溶接ができる、このパルスミグ溶接機を熟年工さんに気にって
頂き安心しました。また、溶接の事も教えて頂きありがとうございました。
この度は、パルスミグ溶接機 WT-MIG225ALをご購入いただき、誠にありがとうございます。
また何かございましたら、お気軽にお問い合わせ下さい。
弊社溶接機のご購入の検討に際まして、福岡本店、関東営業所に実機がありますので
お試しいただけます。
また、お近くでしたらデモにお伺いしますので、お気軽にご連絡ください。
福岡本店:092-834-2116
関東営業所(埼玉):048-954-8901
今回使用した機種の詳細はこちらよりご覧になれます。
:パルスミグ半自動溶接機/WT-MIG225AL
※クリックすると商品ページへ移動します。
WT-TIG200を納品(株式会社スズキ産業 様)
2022年02月02日
こんにちは。WELDTOOL福岡営業所です。
今回TIG溶接機の納品、機能説明に行ってきました。
(撮影のご協力ありがとうございました)

TIG溶接の経験はあるとのことですが、これからは
ステンレス薄板(1mm)をパルスを使って溶け落ちや歪を抑えながら溶接したいとの事で、
各スイッチ、ダイヤルの説明、実際に溶接する母材の電流値をやりながらアドバイスしてきました。


その後、実際に溶接を体験していただいたんですが、
みなさん上手でした。ちなみに写真の方は溶接歴20年らしいです。。


みなさんやりながら電流値を探ってる感じでした。




今回TIG溶接機をご購入頂きましたスズキ産業様は食品関係の会社様で
機械の製作、修理、再生等を行われてるそうです。
他にもいくつか溶接した商品を見せていただいたのでご紹介したいと思います。

溶接ビードを確認するとこちらは半自動ですかね^^
以前に半自動溶接機【WT-MIG160】も購入していただいてます。




作業場にはたくさんの機械がありこちらも勉強になりました。
写真撮影も快く受けてくださってありがとうございました!
また何かご不明な点がございましたらお気軽にご連絡下さい。
今回使用した機種
※クリックすると詳細がご覧になれます(別ページ)
株式会社WELDTOOL【福岡営業所】 092-834-2116 【関東営業所】 048-954-8901
【肥料タンク・納屋解体】プラズマ切断機WT-100のデモに行きました!
2022年02月01日
こんにちは!福岡本社よりデモに行ってきました 😀
牧場を経営されている、お客様より肥料タンクや納屋を自分で解体できないか?とご相談があり、
弊社で取り扱っているWT-100エアプラズマ切断機を持ってお伺いしました。

牛さんたちにも歓迎(?)されながら、解体したいものを見せてもらうことに!
実際に解体したいものが以下の写真になります!

どのくらい切れるのか、試しに納屋のパイプをテスト切断してみることにしました。

早速ですが準備をして・・・切ってみます!
電源(三相200V容量30A以上)とエアーコンプレッサーを繋いで・・・
パイプは錆ていたので、アースを繋ぐ際はグラインダーで削って繋ぎました。

このような感じで切れました!

いい感じに切れております!Σ(・ω・ノ)ノ!
WT-100の操作はシンプルで使いやすいです。

操作方法としては、右のつまみで出力を変更するだけです!
最大100Aまで出力できます。
実際に、お客様にも使用していただきました。

「火花には注意だけど、切れるね!」と

問題なく切れて一安心しました!
WT-100の特徴としてはガス切断機では切る事のできないステンレスやアルミ等の切断も可能な所です。
肥料タンクの方も確認したところ、そこまでの厚さは無かっため、
問題無く切断できそうです!
今回使用した機種はWT-100というプラズマ切断機になります。
ご興味のある方は動画をご覧ください!
今回はデモのご依頼ありがとうございました。
また何かご相談、ご不明な点がございましたらお気軽にご連絡下さい。
今回使用した機種
※クリックすると詳細がご覧になれます(別ページ)
株式会社WELDTOOL【福岡営業所】 092-834-2116 【関東営業所】 048-954-8901
【板金、パイピング仮止め等】パルスミグ溶接機WT-MIG225ALの納品に行きました。
2022年01月24日
こんにちは。福岡本店より久しぶりに出張です。
重機、建機等のレンタルをされている株式会社レデモ様よりWT-MIG225ALのご注文を頂きました。
こんな時期だからご迷惑かな?とも思いましたが、もしよろしければ簡単な使用方法の説明も兼ねて納品致しますとお伝えしたところ快諾いただきましたので、単身お伺いしてきました。

レンタルから戻ってきた車両を自社修理する過程での板金作業などに使うとのことでした。
現在工場建替え中で、古くなった機械の買い替えだそうです。

板金作業で取り回しが良いスプールガンが使えて、アルミも溶接できる機種を探しておられたそうです。
他社と比較で値段が安くて間違ってるんじゃないかと思いましたと仰られてました。間違ってませんので大丈夫です(笑)

設定を簡単に説明させていただき、試しに使ってもらいました。
早いね!TIGだとパイプの仮止めに手こずってたんですけど、そっちでも簡単にできそうですね。と仰られてました。
確かにTIGだと溶接棒を入れる必要がある場合、その時点で両手を使うので、母材を押さえておきたい場合は手が足りなくなっちゃいますよね。

重機、作業車などの大きいものの場合、取り回しに自由度があるスプールガンがおすすめです。
その分トーチが重くはなっちゃいますが、通常トーチと違ってたわみを気にせず動き回れるので、効率よく作業できます。
福岡本店、関東営業所に実機がありますのでお試しいただけます。
お近くでしたらデモにお伺いします。お気軽にご連絡ください。
福岡本店:092-834-2116
関東営業所(埼玉):048-954-8901
今回使用した機種の詳細はこちらよりご覧になれます。
:パルスミグ半自動溶接機/WT-MIG225AL (スプールガン仕様)
※クリックすると商品ページへ移動します。
“WT-TIG200″直流/交流TIG溶接機の納品にあわせ溶接ミニ講習を行ってきました!【アルミ溶接編】
2022年01月19日
こんにちは、関東営業所の磯部です。
今回は、WT-TIG200 直流/交流TIG溶接機の納品時に取扱説明と併せてアルミ溶接の
ミニ講習を頼まれ行ってきました。

お客様は足場屋さんですが、足場の組立て時に使用する防音パネルのアルミ(枠)フレームが劣化
して、コーナー部が割れてきてしまう場合があるそうで、そのために割れた部分を溶接して補修
したいそうです。(新しく買うと20,000円位するので、溶接して治れば安上がりです 😀 )



現場に行ってみると大量に山積みされていました 😯 これが1,000枚くらいは有るそうです。
補修する量が半端なく多いので購入に際して、できるだけ作業時間を短縮し、負担を減らすために
TIG溶接機 と 半自動(パルスミグ)溶接機(アルミ溶接に特化)を事前に試し比較し検討しました。
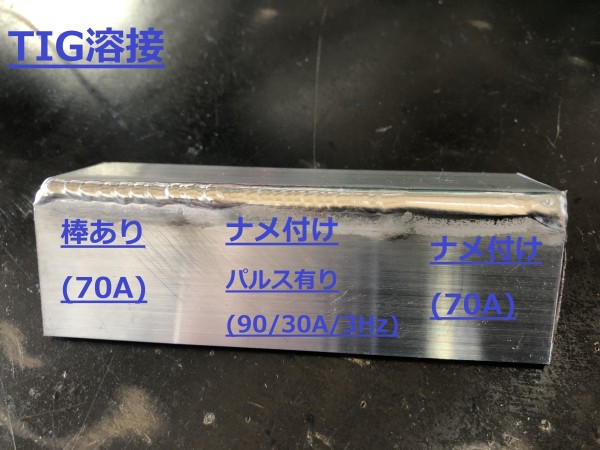
TIG溶接は割れ具合に応じて溶接速度を変えたり、溶接棒を入れる量を自由に変えられるので確実
で溶接品質が安定します。代わりに溶接速度(時間)は、ゆっくりです。
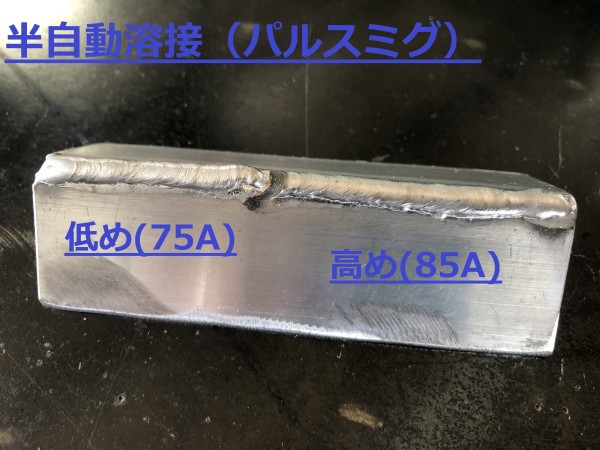
その逆に半自動溶接機は、溶接が容易で溶接速度(時間)も早いので時短に成ります。
しかし、溶接電流の高低や溶接速度の遅速によって溶け込み方や余盛がバラついてしまいます。
その為にTIG溶接のような小細工は難しいです。(薄板の場合 / 画像は板厚2mm)
<詳しくは、こちらをご覧下さい。>(クリックすると別ページに表示されます)
アルミ溶接のTIG溶接or半自動溶接まとめ
という事で今回の作業では、割れ方の状態が様々ですし、余盛が高いと仕上げ(研磨)の時間が増え
てしまうので、トータルの作業時間を考えると確実性の高いTIG溶接機を使う事にしました。
それではミニ講習です。
溶接作業を行う方は、アーク溶接(手棒溶接)の経験が有るそうで、早速、アーク出ししてみます。
TIGトーチの持ち方、送り方などを説明しアークを出し溶融プールを造ってみます。

溶融プールの感じが掴めたので、実際に溶接する物と同じ形状で練習してみます。先ず仮付けです。
そして、角の突け合せをナメ付け溶接(共付け溶接)して慣れて貰います。手棒アーク溶接で慣れ
ているせいか、片手で安定して送ってます


溶接速度(トーチ送り)を速め、遅めで試しました。
忘れてましたが、板厚は2mmです!薄くて小さな板なので、後半部分は入熱が高くになり溶け
落ちてしまいました。これがアルミ特有の特性です。アレレ!と、誰もがアルミ溶接で経験する
”あるある”です(笑) 従って、後半は溶け込みを見ながら速度を(可成り)上げるか、断続で溶接
すると良いです。

続いて、溶接棒入れを練習します。


初めての場合、ホボホボここで手こずります。溶接棒を入れる方に意識を持っていかれて、トーチ
送りの方が疎かで不安定(角度の変化や母材から離れ過ぎたり、タングステンをくっ付けてしまっ
たり)に成ってしまいます。安定したトーチ送りと溶接棒の入れ方、タイミングに慣れが必要です。

更に実践での溶接では、割れた箇所には隙間が有りますので、溶接の仕方を見て貰い
説明をしました。これは、点付けを重ねて断続していけば、そんなに難しくないです。
(慌てずに一回毎に確りと冷して固める)

それでは、実践にいきましょう!

オット、ちょっと待った!
よく見るとこのアルミフレームの表面はアルマイト処理されています。表面の白っぽい色が
そうです。これは、塗膜みたいなもので削り落さないと溶接できませんので、要注意です!
(最近、ホームセンターで売っているフラットバーはアルマイトされている物が多いので)

アルマイトを削り落して、コーナークランプで確りと固定してから溶接します。


溶接の結果、
この程度のひび割れならば、わりと容易にキレイに溶接できました。(長さも3cm位で短いので)
【before】 【after】


しかし、こちらは、角の縁が殆ど欠けて無くなっていたので、多目に肉盛ってしまいました。
【after】です。すみません、肝心な【before】の写真を撮り忘れてました 😥

あとは実践が練習になるので、数をこなせば上達していきます。
最初の10枚位で感覚が掴め、20枚位溶接すると慣れてきて、そしてその後は、楽に溶接ができ
、楽しく成ってくると思います。最後の1,000枚 😯 が終わった頃には、間違いなくアルミ溶接
の達人に成っていますょ。頑張って下さい!
この度は、WT-TIG200溶接機をご購入いただき、誠にありがとうございました。
また何か溶接で困った点などございましたら、お気軽にお問い合わせ下さい。
弊社の溶接機をご購入いただくと丁寧な操作説明から溶接講習まで行いますので、
初心者でも安心してご使用いただけます。
今回使用した機種の詳細はこちらよりご覧になれます。
・WT-TIG200 直流/交流TIG溶接機
(クリックすると別ページに表示されます)
“WT-TIG315″直流/交流TIG溶接機の納品にあわせ溶接ミニ講習を行ってきました!【ステンレス溶接編】
2022年01月13日
こんにちは関東営業所の磯部です。
今回は、WT-TIG315 直流/交流TIG溶接機の納品時に取扱い説明を頼まれ行ってきました。

作業者の方は2名で今までは、アーク溶接(手棒溶接)をされており、TIG溶接は以前、
他の人が溶接されているのを見ていた事が有る程度で、溶接経験は殆どないそうです。
それで、操作説明をしながら実際に溶接の仕方を教えて欲しいと頼まれミニ講習をする
事に成りました。
”初めてのTIG溶接”の練習方法は、最初からいきなり溶接棒は入れずにナメ付け溶接
(共付け溶接)から行うのがセオリーで近道です。

先ずは、溶接トーチの角度とタングステン電極の先端と母材の距離(3mm前後)を一定に
保ち適正な大きさの溶融プールをつくる。
そして、そのまま溶融プールの幅を揃えて前に伸ばし一定の速度で真直ぐに進める。
これを繰返し練習することで、右手(利き手)がパターンを覚え無意識にできるように
なるまで反復練習が必要です。
トーチの送りは、手棒アーク溶接の経験者なので難なく上手にできました。
(溶接ビード3本ダケです)<パルス無し>
焼けて黒ずんでいる(酸化過ぎ)ている箇所は、トーチの送りが遅いか? 又はそれに対して
溶接電流が高いか?(又はガスシールド性が悪いか?)の何れかです。<材料はステンレスの板厚4~5mm>

今回は”初めてのTIG溶接”なので、トーチは丁寧にゆっくりと送ってますので、それに対して
適正な溶接電流に調節(下げ)すれば良いと説明しました。
また、特にステンレスの場合には、パルス機能を使用する事で焼け(酸化)を抑えられる為、
パルス周波数などを変えて比べてみました。
安定したトーチ送りはできるので、早速、溶接棒を入れる練習をしました。

TIG溶接は溶接棒を入れるのが醍醐味ですいが、初めての経験のため少し手こずりました。
溶接棒の入れ方とタイミングに慣れが必要です。後はやはり反復練習あるのみです。

続いて、溶接棒入れの練習と併せて隅肉溶接をしてみました。

さすが手棒アーク溶接の実務経験者です。 なんか上達が早いですね!(・□・;)

どんどんレベルアップしていきます。 次に事前に用意されていた溶接材料は、なんと!
ステンレスの厚さ”10mmで開先加工”されてますょ 😯 これは上級者向けのヤツです!
自分はステンレスTIG溶接の資格を取得する為に必須の3mmの開先溶接をした事がある程度です。
(その当時、資格を取る為にマジ必死で練習しました(笑))

<開先溶接の詳細は、こちらをご覧下さい。>(クリックすると別ページに表示されます)
溶接で強度を出したい場合には開先加工をどうぞ

この開先溶接は、基本的な溶接の仕方を説明し2セットだけ試しました。
(実際には、この板はステンレスなので、2枚の突け合わせの隙間(ギャップ)を開けて裏側まで
溶かして溶接する場合には、板の裏側もガスシールド(バックシールド)しなければならないです。)
最後にアルミ溶接です。
(このWT-TIG315 直流/交流TIG溶接機は、直流から交流に切替える事でアルミ溶接もできます)


ステンレスの溶接と遣り方は同じなので、アルミ溶接のコツと注意点ダケを説明しました。
が、ここまで練習した成果で、意外とアルミ溶接は直ぐに上手くできてしまいました。

TIG溶接は初心者でしたが、2時間程度練習しただけでここまで習得し喜んでおられました。
作業者の方は熱心で、集中して練習した成果です。ここまで出来ればあとは、実践と練習です。
実践を繰返し行っている間に気が付けば上手く出来るように成っていますので、頑張って下さい!
この度は、WT-TIG315溶接機をご購入いただき、誠にありがとうございました。
また何か溶接で困った点などございましたら、お気軽にお問い合わせ下さい。
弊社の溶接機をご購入いただくと丁寧な操作説明から溶接講習まで行いますので、
初心者でも安心してご使用いただけます。
今回使用した機種の詳細はこちらよりご覧になれます。
・WT-TIG315 直流/交流TIG溶接機
(クリックすると別ページに表示されます)
プラズマ切断機で”ステンレス”の厚板10, 15, 20mmの切断デモを行いました。
2021年12月10日
こんにちは関東営業所の磯部です。
今回は、プラズマ切断機< WT-100 >の購入を検討されているお客様から、ステンレス
の厚板 10mmと15mm、そして、なんと! 20mmの切断性能、作業性を見たいと、依頼
があり行いましたのでご紹介します。

前置きになりますが、
鉄の厚板切断に広く使用されるガス切断では、ステンレスは切断できません!
何故なら、ガス切断は鉄を激しく酸化させ燃やして切断します。(鉄を燃やす…(?_?))
鉄は錆びますがステンレスは錆び難い、錆びるというのは酸化するということなので、
錆び難い(酸化し難い)ステンレスは、酸化させて切断するガス切断では切断できないのです。
そこで、プラズマ切断はプラズマアークの熱エネルギー(約20,000℃)で金属を溶かして
切断しますので、殆どの金属を切断する事ができます。
ステンレスの厚板でも簡単に高速で切断ができます!
当社で板厚9mmのステンレスを切断した時の動画が有りますので、こちらをご覧ください。
あっという間に切断できますね!( ̄□ ̄lll) スゴイ!
それでは、実際に10mm, 15mm, 20mmの切断をデモをした時の画像をご覧下さい。


切断作業のコツや注意点は、切断材料の端から始めてトーチを垂直に持ち、適切な速度で切断する。
速過ぎると、切断が間に合わず火の粉を浴びる事に成りますし、切り残しがでます。
また、遅過ぎると、切り幅が広く(太く)切断面が荒れてしまいます。
あと鉄板などでトーチをガイドして定規代わりにすると、真直ぐに楽に引け速く切る事ができます。


<ステンレス 板厚15mmの切断面> 切断電流:80A

<ステンレス 板厚20mmの切断面> 切断電流:MAX 100A

<板厚10mm, 15mm, 20mmを切断> それぞれ並べてみました。

結果は良好でした。このように硬くて切断し難いステンレス(厚板)でもプラズマ切断機
で切断すれば、簡単に高速で切断する事ができます。
ご興味がある方は、こちらをご覧下さい。
初心者向けプラズマ切断機の選び方・使い方
また、弊社プラズマ切断機、溶接機のご購入の検討に際まして、このような溶接のデモも行います。
ご要望がございましたら、弊社にご来店頂くか溶接サンプルを送って頂く、又は、近郊であれば
デモにお伺いいたしますので、何なりとお問合せ下さい。
今回使用した機種の詳細はこちらよりご覧になれます。
・エアープラズマ切断機WT-100
(クリックすると別ページに表示されます)
溶接講習レポート【角パイプを半自動溶接機で溶接したい!】
2021年12月07日
こんにちは、関東営業所の磯部です。
前回のTIG溶接講習【アルミスロープをTIG溶接できるようになりたい!】に続き、
今回は、「バイクをちょっと持上げて整備をする時の作業台を自作で製作したい!」と
いうご要望で、実際に使用する材料の角パイプを半自動溶接が出来るように講習しました。

お客様は半自動溶接機の購入時に<WT-MIG160ノンガスセット>で購入し今まで使用して
おり、(炭酸)ガス有りでは溶接した事がなかったので、今回の講習では(ノンガス)ガス無し
と(炭酸)ガス有りとの溶接性を比較してもらい実際のバイクの作業台は何方で溶接するか決め
る事にしました。
<詳細は、こちらをご覧下さい。>(クリックすると別ページに表示されます)
半自動溶接(ノンガスとガスを使った溶接の違い)
先ずはノンガス溶接で練習します。
トーチ角度、ワイヤ突出し長さ(母材とチップ間の距離)を一定にキープしてトーチ運びが
出来るようにし、溶融プール(ビード)を揃えます。そして、溶け込みを確認します。

↑↓ノンガス(ガス無し)溶接で練習中。

ノンガス溶接で練習した後にガス有りで溶接して比較しました。
先にノンガスで練習した事もあり、ガス有りの溶接ビードの方が揃っていて上手いですね。

お客様はガス有りの方が安定して溶接し易く、スパッタや煙り(ヒュームガス)が少ない
ので、気に入った様です。(帰りにガス仕様に必要なものを購入し持帰られました。)
・軟鋼用ソリッドワイヤーΦ0.8mm <クリックすると別ページに表示されます>
・(炭酸ガスボンベは最寄りの産業ガス販売店よりご購入下さい。)
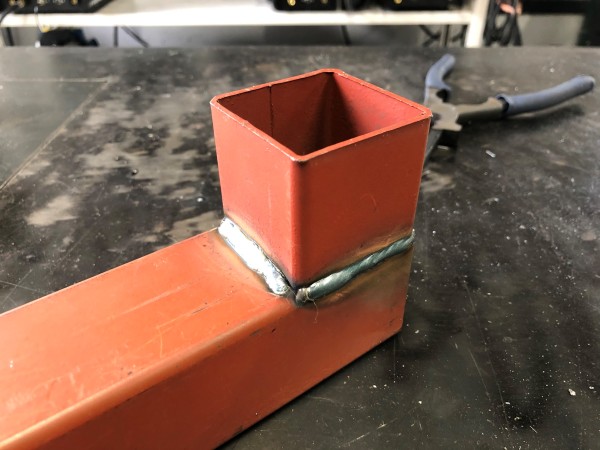
それでは、持参された実際に作業台を製作するための角パイプを溶接してみます。
スパッタが出ますが怖がらずに顔(目)を近づけて覗き込み、確りと溶接部(溶融プール)
を見て溶接しているのが判ります。 <自動溶接遮光面>が便利です。

隅肉と突け合せ溶接ですが上手く溶接できました。
しっかりと溶け込んでおり強度も十分ですし、溶接ビードも揃っていて見た目もキレイですね。
(因みに半自動溶接では、サビ止め塗装を剝がさなくても溶接の熱で塗膜が燃えて無くなって
くれるので、そのまま溶接ができ作業性が良いです! TIG溶接ではそうはいきませんが… )
ここまで溶接が出来るように成れば大丈夫だと思います。
後は作業台の設計をして、角パイプを切って、くっ付けて貰えれば… 愉しみですね 🙂
今回は、溶接講習にご参加いただきありがとうございました。
また何かご不明な点がございましたらお気軽にご連絡下さい。
弊社の溶接機をご購入いただくと丁寧な操作説明から溶接講習まで行いますので、
初心者でも安心してご使用いただけます。(弊社にご来店頂いた場合)
皆さま、奮ってのご参加をお待ちしております。
https://www.weldtool.jp/contents/welding-lesson
溶接講習レポート【アルミスロープをTIG溶接できるようになりたい!】
2021年11月26日
こんにちは関東営業所の磯部です。
以前、TIG溶接機<WT-TIG200>と半自動溶接機<WT-MIG160>をご購入いただいていた
お客様から溶接講習をして欲しいとご要望がありましたので、講習の様子をご紹介いたします。
お客様はバイクいじりが趣味で、「車に乗せる時に使う既製品のアルミスロープ(ラダーレール)
を短く切って自分の使い易い長さにしたい!」また、「バイクをちょっと持上げて整備をする時
の作業台を自作で製作したい!」そうです。
しかしながら、「我流で溶接してみたが… 思うように上手くいかず基本からしっかり覚えたい。」
と、言う訳で講習を受講され、実際に使用するアルミスロープや部材を持参されました。

まず、アルミスロープを溶接するためには、先に板厚3mmのアルミ板で練習します。
いつもの初心者向けTIG溶接講習の順序で練習します。
①適正な大きさの溶融プールをつくる ②溶融プールの幅を揃えながら前に伸ばして真直ぐ進める
③溶融プールの端に適量の溶接棒を入れる
④溶融プールの形成と溶接棒入れを一定のリズムで繰返し前に進める


それが出来るように成ったら実際に2枚の板を突合せ、同じ要領で溶接してみます。


充分上手く溶接出来るようになりました。
それでは練習の応用で、持参されたアルミスロープの溶接が剥がれた箇所を補修するために
溶接してみます。
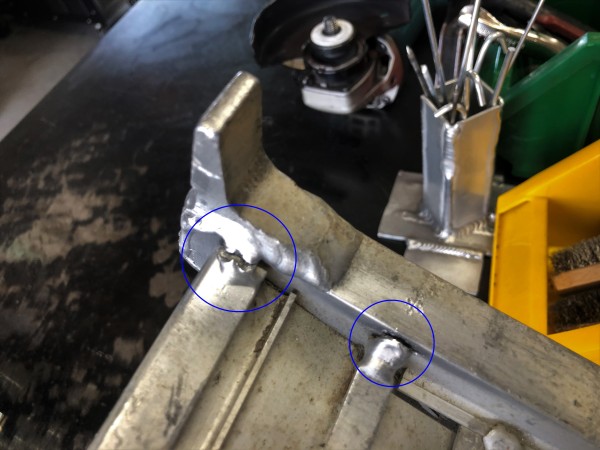

なんだか本職の溶接工さんみたいで、様になってますね 🙂

溶接してみました。練習の成果が出て上手く剥がれていた箇所を溶接できました。
端部で隙間が有ると溶け落ちし易いですし、特にアルミは溶け出しが判りづらく溶接棒を入れる
タイミングが難しいので上出来だと思います。



溶接の要領が判ったので、後は持って帰って自分の好きな長さに切って溶接して詰める
そうです。(大変そう…ですね)
この後、バイクの作業台を製作するための角パイプを半自動溶接できるように講習しまし
たので、また次回、ご紹介したいと思います。
今回は、溶接講習にご参加いただきありがとうございました。また何かご不明な点がござ
いましたらお気軽にご連絡下さい。
弊社の溶接機をご購入いただくと丁寧な操作説明から溶接講習まで行いますので、
初心者でも安心してご使用いただけます。(弊社にご来店頂いた場合)
皆さま、奮ってのご参加をお待ちしております。
https://www.weldtool.jp/contents/welding-lesson
自転車のチタンフレームをマイクロTIG溶接機でデモしました。【溶接焼けと歪みが無くなった!】
2021年11月17日
こんにちは、関東営業所の磯部です。
今回は自転車のフレームを製作しているお客様から、「今使用している溶接機ではチタン
の溶接が思うようにいかない。特に溶接による焼け(酸化)や熱歪みが多くて困っている
ので、これをマイクロTIG溶接機<WT-MTIG250>で改善できないか?」と、問い合わ
せがありデモに行ってきました。


自転車を軽量にするためフレームに使用するパイプの肉厚は0.6~0.9mmと凄く薄く、
また、それを2.0mm厚に溶接する箇所もあるそうで、この時点で難易度の高い溶接です。

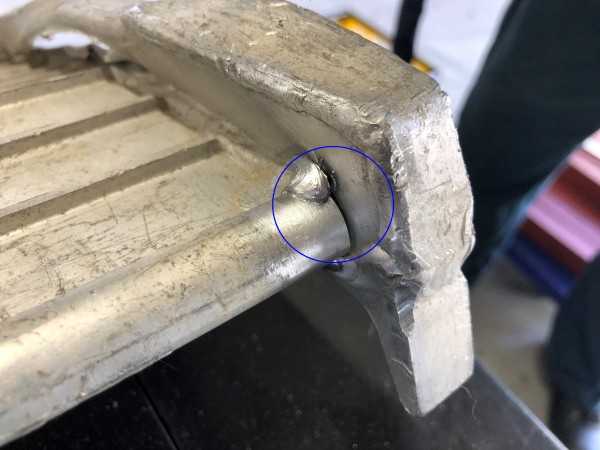
先ずは、鉄のパイプをT字型にして溶接を試します。
パイプの厚みは1.0mm位と薄く、そして、トーチ運びは接合部の″R″に添って楕円を描かなけれ
ば成らないので、可成り繊細なトーチ運びをしなければなしません。
従って、画像の様にTIGトーチの根元を持って(握って)スイッチはフットスイッチ使いました。


<鉄のパイプを溶接した結果です>
①は、お客様が今使用しているフルデジタルの高価な溶接機で溶接した結果です。
パイプ全体に熱が入り焼けて黒っぽくなり、歪みが多くてこれでは駄目だそうです。
それに比べて②は、マイクロTIG溶接機で溶接した結果です。
パイプは溶接部以外、殆ど焼けていません。歪みも殆ど無し。

鉄のパイプが上手く溶接出来たところで、今回の目的のチタンで溶接してみます。

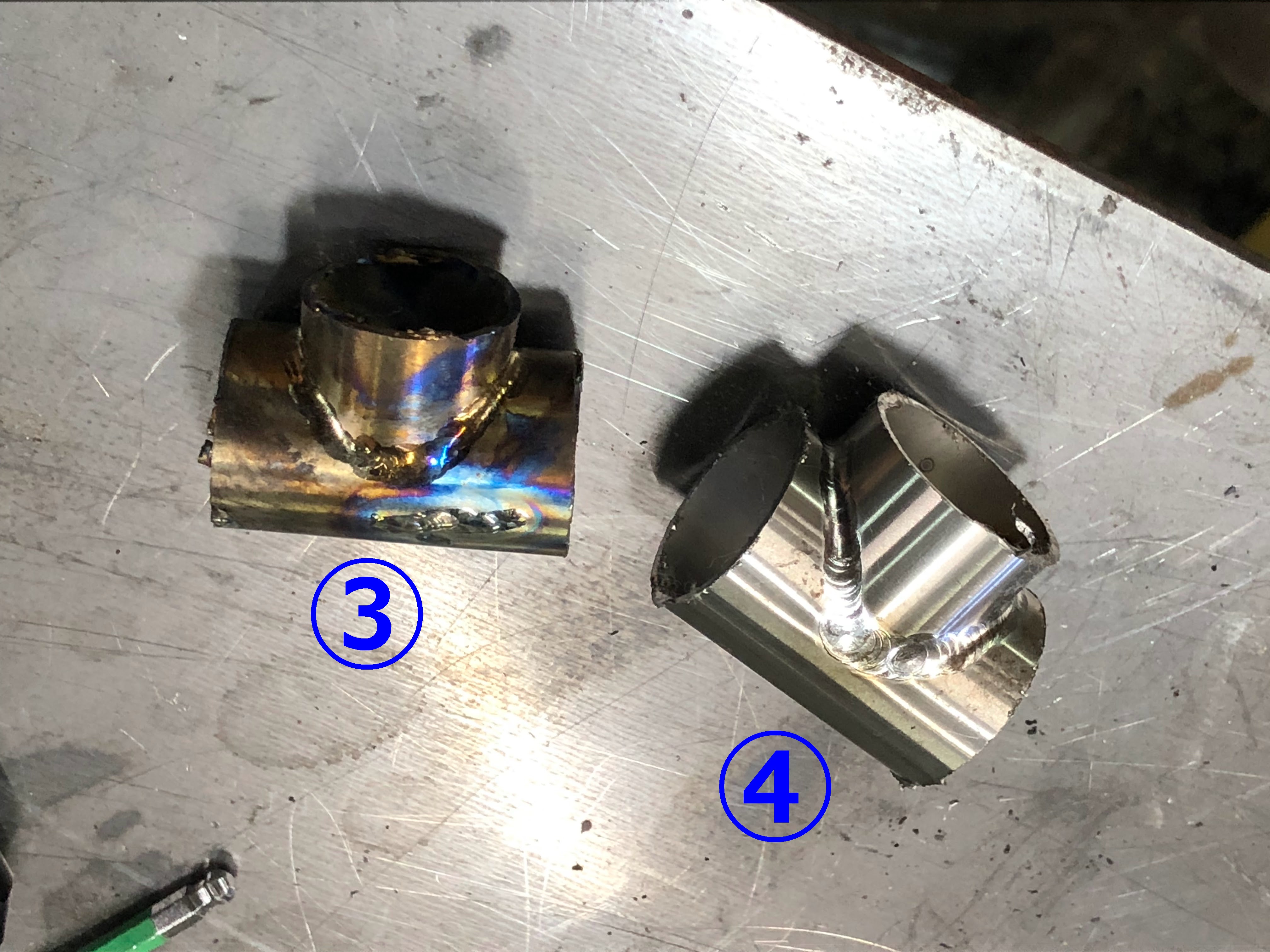
<チタンのパイプを溶接した結果です>
③は、お客様が今使用しているフルデジタルの高価な溶接機で溶接した結果です。
凄く酸化(焼け)しちゃって変色しているのが分かると思います。
そして、④がマイクロTIG溶接機です。″全く酸化していません″ こんなに違います、
素晴らしい! 歪みも殆どなく溶接出来ました。
お客様は、今まで思うように溶接できず苦労していたようで、マイクロTIG溶接機で
簡単に上手く溶接ができ、嬉しい様子で何度も繰り返し溶接を試してました。
チタンフレームの自転車は溶接が難しいため希少らしく、お客様もこれなら出来ると
夢が膨らむばかりです。
また何か溶接で困った点などございましたら、お気軽にお問い合わせ下さい。
弊社溶接機のご購入の検討に際まして、このような溶接のデモや溶接トライも行います。
ご要望がございましたら、弊社にご来店頂くか溶接サンプルを送って頂く、
又は、近郊であればデモにお伺いいたしますので、何なりとお問合せ下さい。
今回使用した機種の詳細はこちらよりご覧になれます。
・マイクロTIG溶接機 WT-MTIG250
(クリックすると別ページに表示されます)


- 埼玉県内で建築金物をメインに製作されている会社様にファイバーレーザー溶接機を納品しました。
- 宮城県に誰もが知る商品を製造している食品工場様にファイバーレーザー溶接機WT-FL1500Mを納品いたしました。
- 福島県郡山市に本社工場を構えるMグレード認定工場のお客様にファイバーレーザー溶接機を納品いたしました。
- WELDTOOL関東営業所にファイバーレーザー加工機のデモ機が入荷しました。
- いわき市小名浜、宮城県東松島市にプラズマ切断機、ファイバーレーザー溶接機を納品しました。
- 福島県いわき市の製造工場様にファイバーレーザー溶接機を納品いたしました。
- ファイバーレーザー溶接機WT-FL1500M(水冷)1200M(空冷)レーザー用遮光カーテン4セットを納品しました。
- 新潟県に本社を構える大手ガス販売店、株式会社シマキュウ様のラボ(展示場)にファイバーレーザー溶接機を納めさせて頂きました。
- 溶接のプロフェッショナル集団、雅プラント設備株式会社様に 水冷ユニット搭載/直流・交流TIG溶接機 WT-TIG320S(計6台)納品しました。
- 10年来、旧型TIG200溶接機を愛用されたお客様が、今回、最新鋭TIG320Sを増設し、更にファイバーレーザー溶接機を導入!
- 福島県白河市、東京都葛飾区にファイバーレーザー溶接機を納品しました。
- 新潟県燕市にファイバーレーザー溶接機を納品させて頂きました。
- 福島県いわき市にファイバーレーザー溶接機を計4台納品しました。
- 【ファイバーレーザー溶接機】東京都/新潟県 納品・設置・取扱説明を行いました
- 空冷レーザー溶接機1200Wを2台、水冷レーザー溶接機2000Wを3台納品しました。福岡県/石川県
- 愛知県/長崎県対馬市へファイバーレーザー溶接機を納品、追加発注頂きました。
- 埼玉県越谷市にてファイバーレーザー溶接機納入説明立会を実施しました
- 埼玉県桶川市のプラント装置機器、配管などを製造する会社様にファイバーレーザー溶接機を2台納品いたしました。
- 緊急車両を製作、メンテナンスする会社様にファイバーレーザー溶接機を納品いたしました。
- 溶接未経験の女性の方にも簡単にお使いいただけます!


自社で実際に今まで行ってきた作業を記事にしていますので、参考までにご覧ください。


